


摘要:從機床與過程的相互作用出發,闡述了機床產品創新的概念,指出刀具材料是機床發展的推動者,新需求是機床創新的拉動者。繼而從以人為中心的觀點探討了機床與人和環境的關系。最后描述了機床產品不連續創新的特征和案例,機床產品創新不是孤立的事件,其形成機制和過程呈現出與生物進化類似的路徑依賴特征。
關鍵詞:產品創新;機床;創新理念
1 、機床與過程的相互作用
1.1 工件和刀具是一對矛盾體
金屬切削的基本工作原理是,借助高硬度的刀具從硬度較低的工件毛坯上切除多余的金屬,從而獲得具有一定形位精度和表面質量的特定形狀的零件。簡言之,以硬克軟。實現這一切削過程,工件和刀具之間需要有相對運動和驅動動力,機床就是提供力、力矩和相對運動的工具機,而工件和刀具就是機床內部一對直接相互對抗的矛盾體。以車床
為例,機床主軸通過卡盤夾持工件,使其旋轉,而固定有刀具的滑座在數控系統的控制下沿床身縱向移動,在刀具和工件的相對運動過程中伴隨著刀具和工件的對抗。刀具切除工件上的一層金屬,從而在工件上形成具有一定尺寸精度和表面粗糙度的新表面,如圖 1 所示。
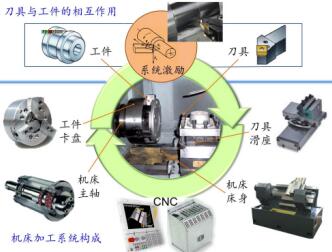
圖1 機床加工過程的模型
在刀具和工件的相互作用的過程中,不僅通過運動軌跡形成了新的幾何表面,還伴隨著一系列復雜的物理過程。工件和刀具的相互對抗作用是加工系統的內在激勵,在加工系統中產生了 3 種過程載荷:靜態力 Fs、動態力 Fd 和熱量 Q。機床在這 3 種過程載荷作用下產生了一系列物理響應和變化 [1],僅就 X 一個軸而言,即可發生:
1) 由于受靜態和動態切削力而引起的變形 δx(Fs,Fd)。
2) 由于切削過程產生的熱而形成的溫度場和局部溫升 δT(Q)。
3)機床部件由于溫度場產生的熱變形 δx(T)。
上述物理響應的結果都是負面的,是與提高機床加工精度和生產效率的根本目標背道而馳的,它制約工件的加工質量(精度和表面質量),導致刀具和機床的磨損以及加工效率的降低,如圖 2 所示。機床設計師的任務就是采取各種措施盡可能地減少這些負面影響,找出其規律,并進一步謀求誤差補償的可能性,才能夠不斷提高機床的性能。
遺憾的是,除靜態受力所造成的構件變形外,人們對刀具和工件這對矛盾體的對抗機理和后果的認識還不是很深刻,對其普遍規律尚未完全掌握,難以準確地預測和防止。
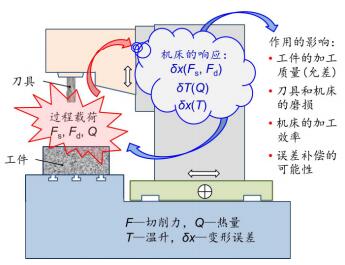
圖 2 加工過程載荷對機床的影響
為了進一步理解工件和刀具這一對矛盾體的相互作用,必須了解什么因素使其對立,矛盾雙方如何轉化。無論是車削還是銑削,當刀刃切入工件時,都會使工件表面層產生塑性變形、擠壓和崩裂,金屬一小塊一小塊地變成切屑而與工件表面脫離。形成這一過程的第一個必要條件是刀具材料的硬度,只有硬才能切軟。但是,工件材料的變形過程伴
隨工件表面和刀具切削表面之間的劇烈摩擦和產生大量的熱,使刀具刃口變軟,造成刀具切削刃的磨損,即工件對刀具產生的反作用將導致刀具切削能力的降低甚至喪失。第二個必要條件是,機床必須提供足夠的能形成切屑的力、扭矩和速度,才能保證一定的金屬切除率,滿足加工效率的要求。
切削速度越高,刀刃與工件和切屑的摩擦越劇烈,發熱量就越大,刀具的磨損必然更快,刀具的壽命加劇縮短。為了提高生產率,必須尋求新的刀具材料和結構。由此可見,工件和刀具的矛盾雙方不斷發生轉化,主要矛盾的一方從刀具轉到機床,隨著機床性能的提高又轉回到刀具,如圖 3 所示。
1.2 刀具材料是機床發展的推動者
刀具材料在機床發展史中起到推動者的作用。在第一次工業革命初期主要使用淬硬的高碳工具鋼刀具,切削速度很低,僅約 10m/min 左右。20 世紀初,出現了高速鋼刀具,使切削速度提高到30m/min~50m/min,無論加工效率和生產力都有了巨大的飛躍。
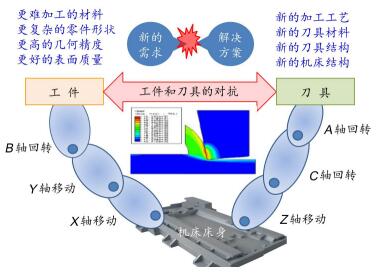
圖 3 工件與刀具是一對矛盾體
20 世紀 50 年代開始,硬質合金刀具逐漸獲得廣泛應用,使切削速度進一步提高到 200m/min 以上。隨后,涂層硬質合金和陶瓷刀具的出現和不斷改進,使切削速度進一步提高,高速加工獲得了越來越廣泛的應用,從而對機床性能提出了更高的要求。100 多年來,車削加工非合金鋼的切削速度變化如圖 4 所示。從圖中可見,從 1910 年到 2010 年的 100 年,車削速度大約提高了 50 倍[2]。
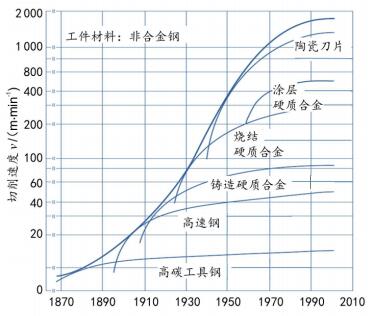
圖 4 車削加工切削速度的百年變化
每一次新的刀具材料出現,都可能導致切削速度成倍地提高,從而對機床的結構和驅動方式,特別是動態性能都提出了新的要求。以車削為例,提高切削速度就要提高主軸轉速和功率,為了保證切屑的正常形成,必須同時提高進給速度。隨著機床運動部件速度的提高和驅動功率的增大,機床發生振動的傾向加大,機構的磨損加劇,給機床結構配置、零部件設計和材料的選用提出了新的挑戰。如此反復不已,通過工件和刀具這一對矛盾體的相互作用,推動著制造技術和機床結構向前不斷地發展。
1.3 新需求是創新的拉動者
隨著科學技術的進步,制造業,特別是汽車、航空航天、微電子、模具等新興產業的發展,新產品層出不窮,零件的形狀越來越復雜,零件的材料更加難以加工,零件的幾何精度和表面質量要求也越來越高。這些國民經濟支柱產業的新需求不僅促使新的工藝、新的刀具材料和結構的出現,更需要能夠滿足這些加工要求的新一代機床。
據統計,數控機床的加工精度和切削速度每8~10 年提高一倍。定位精度很快將告別微米時代而進入亞微米時代,機床的精密化與高速化匯合而成新一代高性能數控機床。高性能數控機床是下一代汽車和航空制造需要的關鍵裝備,是未來 10 年數控機床的亮點,如圖 5 所示。
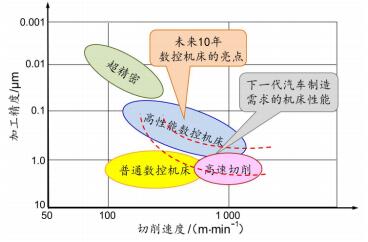
圖 5 不同類型機床的切削速度和加工精度
制造技術的進步不僅是切削速度和加工精度的提高,還表現在加工工藝的變化。例如,1990~1995 年期間,數控車床主要用于加工回轉體零件;從 20 世紀 90 年代中期開始,在數控車床上配置了自驅動的銑削刀具,可以加工具有回轉表面的殼體零件;進入 21 世紀,各種機器的性能日益提高,其能加工零件的結構和形狀也越來越復雜,并且希望在一臺機床上將一個復雜零件加工完畢,借助工序集中以縮短加工流程、提高效率和保證加工精度,如圖 6 所示。工序集約化的需求導致車銑復合加工機床的出現,機床的總體配置、加工工藝和數控軸數,與傳統的數控機床相比都發生了很大的變化。
工業新需求對機床而言是一種外部矛盾,促使工件和刀具的矛盾對立和加劇、相互轉化加速,即外部矛盾通過內部矛盾拉動機床進一步發展。特別是專、特、精的機床產品,為用戶采用新的工藝開辟了道路。這就是為什么要提倡機床制造廠要當好用戶的工藝師的根本原因,掌握這一規律后開發出來的新產品就會有所創新、有所突破,能夠大幅度提高生產率,才能得到機床用戶的認可,必將駛向無人競爭的藍海,開辟一片新天地。
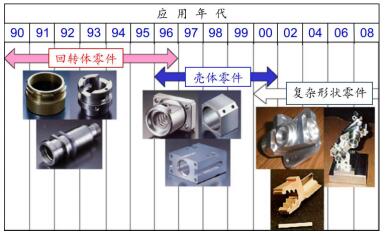
圖 6 車削零件復雜程度的變化
例如,近一個世紀以來,在刀具材料的推動和工業需求的拉動下,車床的發展歷經從皮帶車床、齒輪箱變速車床、數控車床、帶有自驅動刀具的轉塔數控車床、向具有自動裝卸工件功能的正倒置車削加工單元和具有自動換刀功能的車銑復合加工中心的變遷,如圖 7 所示。

圖 7 車床的百年變遷
1.4 顫振:矛盾的激化[3]
工件與刀具的相互對抗不是穩態的。機床是由若干相對運動部件組成的柔性多體耦合系統,產生于耦合鏈兩末端的工件和刀具之間的切削力是變化的,在銑削加工時尤為明顯,其大小與切削層的面積(或切屑厚度)有關,而變化頻率與銑刀的轉速和齒數有關,如圖 8 所示。
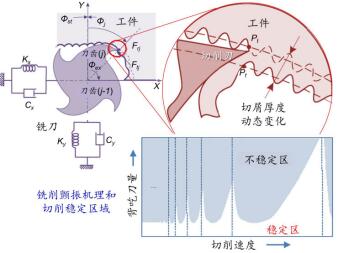
圖8 銑削過程的顫振機理
從圖中可見,裝夾在機床主軸上的銑刀是一個具有有限剛度和阻尼的彈性系統。當刀齒切入工件時,在切削力的作用下會產生一定位移,加以參與切削的刀具齒數也是變數,切屑厚度及其所產生的切削力呈明顯的周期變化特征,從而對加工系統產生一個激振力,成為工件和刀具對抗的一種特定形態。當這種激勵能量達到一定能級,且其頻率與機
床固有頻率接近時就會產生諧振,使工件和刀具的矛盾激化,出現顫振現象,加工過程就從穩定狀態進入非穩定狀態。顫振是人們不希望看到的,是機床和過程的相互作用的危險地帶。它加劇刀具的磨損、導致加工表面質量降低,甚至使加工過程無法進行。如何防止出現顫振,避免矛盾的激化是人們關注的焦點,也是高性能機床設計的關鍵。
采用小的背吃刀量(吃刀深度)保持加工過程處于穩定區是消極的辦法,與高性能數控機床必須具有高金屬切除率的目標相悖。因此,提高工件和刀具系統的剛度和阻尼,使圖 8 中的穩定性葉瓣圖上移,減少工件和刀具矛盾激化的可能性是機床設計師的重要任務。但是,提高機床結構的剛度和阻尼是有一定限度的。研究加工穩定性葉瓣圖可以發
現,當切削速度增大時,隨著切削力變化的頻率相應變大,越發偏離機床的固有頻率,工件和刀具間的激化過程就有可能來不及形成,加工過程穩定區會呈葉瓣狀增大的現象。因此,提高切削速度不一定會出現顫振,反而可能使加工過程更加穩定,這就是高速加工的秘訣。
但困難的是,這個葉瓣圖是與每一把刀具、每一組工件(特別是不同材料)以及加工過程的切削用量有關,需要通過軟件仿真和實驗來加以確定。1.5 仿真:預測和防止顫振[4]進入 21 世紀,計算機仿真技術有了很大的進展,軟件的功能日益強大,使機床的研究和設計進入全面關注動態性能的時代。現代機床設計已經不僅僅是運動、功能和強度的設計,必須考慮所設計的機床動態性能如何,而且要在機床沒有制造出來以前就能夠用它來“加工”工件,這就要借助虛擬機床來進行仿真,以預測和防止出現顫振。借助仿真預測和防止顫振的概念如圖 9 所示。
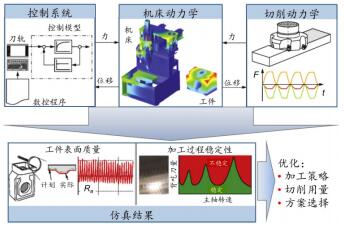
圖 9 借助仿真預測和防止顫振
由圖可知,在零件的 CAD 文件生成數控程序后,將刀具軌跡輸入數控系統,轉化為各軸的位移、進給、速度、加速度和加加速度(Jerk)的指令。這些指令作為機床多體動力學模型的運動特性輸入,加載到相應軸的進給伺服驅動的動態模型上。同時根據切削用量和刀具建立的切削動力學模型又將動態的切削力加載到機床動力學模型上,構成了數控系統、機床和加工過程三者的協同仿真模型。
從協同仿真的結果可以預測這臺機床在當前加工條件下的工件表面質量和加工過程的穩定性。如果工件的表面粗糙度不能滿足要求或加工過程出現顫振,首先建議通過改變切削用量,借助穩定性葉瓣圖,找到穩定區域。在優化切削用量不能獲得理想結果的情況下,改變加工策略(切削路徑)或選擇不同加工工藝方案也可能消除振動。
來源:同濟大學現代制造技術研究所 香港理工大學工業中心 上海納儂精密機械公司
(未完,見下篇)
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

