


論單刃螺紋銑刀銑削螺紋的加工方法及編程
2016-8-31 來源:云南能源職業(yè)技術(shù)學(xué)院 作者:崔亞軍
摘要:在加工中心、數(shù)控銑機(jī)床上,使用螺紋銑刀銑削螺紋已逐步成為一種重要的螺紋加工方法,在理解、掌握螺紋銑刀銑削螺紋原理的基礎(chǔ)上,合理的選用單刃螺紋銑刀及使用數(shù)控系統(tǒng)的特殊功能和宏指令,編制科學(xué)、高效的加工程序,可充分發(fā)揮數(shù)控機(jī)床、數(shù)控系統(tǒng)的應(yīng)用潛力,提高螺紋的加工精度及加工效率,降低零件的加工成本。
關(guān)鍵詞:單刃螺紋銑刀;加工方法;編程
0、引言
在機(jī)械制造業(yè)及其他行業(yè)中,螺紋聯(lián)接方式被廣泛應(yīng)用,由于使用場合的不同,螺紋的形式也各不相同,從外觀上看,主要有內(nèi)、外兩種形式,按牙型截面形狀看,主要有三角形、梯形、矩形和鋸齒形等形式,其中,以牙型為三角形的螺紋最為常見,也應(yīng)用得最為普遍。
現(xiàn)代的螺紋加工方法主要有非切削加工和切削加工兩大類:非切削加工就是采用與被加工螺紋牙型相同的滾壓模具與工件同步旋轉(zhuǎn)(或移動),使工件產(chǎn)生塑性變形,以得到所需螺紋的加工方法,主要用在大批量的標(biāo)準(zhǔn)件加工中;切削加工就是通過車、銑、攻絲、磨等切削機(jī)床加工,獲得螺紋的加工方法。目前,在機(jī)械制造業(yè)中,切削加工仍然是螺紋加工的主要的方法,隨著數(shù)控技術(shù)發(fā)展和數(shù)控機(jī)床的普及,在數(shù)控機(jī)床上,銑削螺紋正在成為一種新的螺紋加工方法,由于數(shù)控機(jī)床具有較高柔性、高精度和高效率等特點,在螺紋的銑削過程中,對螺紋的旋向、直徑和螺距調(diào)整極為方便,這是傳統(tǒng)采用絲錐、板牙等加工方法所不能達(dá)到的,因此,螺紋銑削加工正逐步成為螺紋切削加工中重要的加工方法[1-2]。
1、單刃螺紋銑刀螺紋銑削的加工
1.1螺紋銑削的原理
采用與被加工螺紋相同齒形的刀刃的螺紋銑刀,刀具在水平平面上每運(yùn)動一周,垂直平面直線移動一個P (導(dǎo)程),重復(fù)這個加工過程就完成了螺紋的加工。在實際加工中,螺紋銑刀在主軸的帶動下作螺旋銑削加工,每螺旋銑削一周,刀具的Z軸方向移動一個下刀高度(導(dǎo)程)。
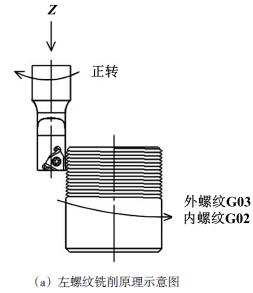
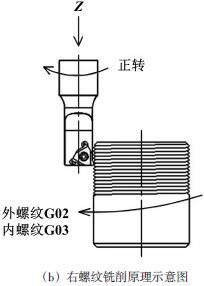
圖1 螺紋銑削原理示意圖
1.2螺紋銑刀
隨著刀具制造業(yè)的發(fā)展,新的刀具材料、工藝廣泛的應(yīng)用,螺紋銑刀也由原來的高速鋼、硬質(zhì)合金整體式銑刀,發(fā)展到帶涂層的可更換刀片的機(jī)夾式銑刀,目前,使用最多的有:單刃可轉(zhuǎn)位螺紋銑刀,多刃可更換刀片螺紋銑刀和多刃多頭螺紋銑刀三大類。
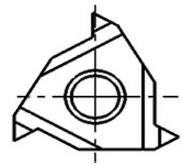
圖2 單刃可轉(zhuǎn)位螺紋銑刀
(1) 單刃可轉(zhuǎn)位螺紋銑刀:如圖2所示,螺紋銑刀的螺距不固定,可加工任意螺距的螺紋。結(jié)構(gòu)像內(nèi)螺紋車刀,優(yōu)點是,刀片可以與螺紋車刀通用,每次加工只用一個螺紋加工齒,當(dāng)一個加工齒磨損后,還可以更換其余兩個齒使用,使用成本低,且規(guī)格齊全,價格低廉,容易購買;缺點是,加工效率較低,不適宜大批量生產(chǎn)。
(2) 多刃可更換刀片螺紋銑刀:如圖3 所示,是一種定螺距螺紋銑刀,刀片上刀齒間距是固定的,只能加工與之對應(yīng)螺距的螺紋,加工時,刀具上所有的刀齒均參與切削,效率較高,如果其中一個加工齒磨損或損壞時,將影響與之對應(yīng)的那段螺紋的加工質(zhì)量。優(yōu)點是,刀片更換方便,加工效率高,適宜大批量生產(chǎn);缺點是,通用性差,只能加工特定螺距的螺紋,使用成本較高。
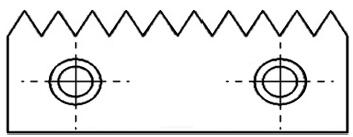
圖3 多刃可更換刀片螺紋銑刀
(3) 多刃多頭螺紋銑刀:如圖4所示,也是一種定螺距螺紋銑刀,和多刃可更換刀片螺紋銑刀一樣,刀片上刀齒間距是固定的,只能加工與之對應(yīng)螺距的螺紋,但因其是整體制造,且具有多排多齒螺旋切削刃, 在加工時,切削更平穩(wěn),效率更高,優(yōu)點是,可實現(xiàn)大批量螺紋的高速加工;缺點是,只能加工特定螺距的螺紋,刀具價格昂貴,使用成本非常高。
圖4 多刃多頭螺紋銑刀
在實際生產(chǎn)中,除特殊行業(yè)有大批量進(jìn)行螺紋銑削需要外,絕大多數(shù)的中、小企業(yè)對螺紋的銑削都是單件和小批量生產(chǎn),因此,出于生產(chǎn)成本及通用性考慮,本文僅以單刃螺紋銑刀銑削螺紋展開討論。
1.3單刃螺紋銑刀的加工優(yōu)點
(1) 刀具的通用性好
一把刀具可加工與刀具相同齒形的任意直徑的內(nèi)、外螺紋,且沒有旋向限制。省去了加工不同螺距螺紋,需使用大量不同螺距螺紋銑刀的麻煩,減少了加工中刀具的使用。
(2) 加工精度高
采用單刃螺紋銑刀銑削螺紋,可獲得較小的表面粗糙度,通過刀具半徑補(bǔ)償和修改程序來控制螺紋加工精度,可加工出任意中徑公差的螺紋。
(3) 加工效率高
螺紋銑刀大多使用硬質(zhì)合金制造,能采用較高的切削速度和進(jìn)給率,且切削力小,效率高。
(4) 可加工至整個螺紋深度
在加工盲孔螺紋時,銑螺紋可將螺紋加工至孔底部,加工出整個螺紋深度,無螺紋導(dǎo)向錐。
2、單刃螺紋銑刀銑削螺紋的編程
2.1編程的方法
根據(jù)螺紋的結(jié)構(gòu)和形成原理,分析可知,只要保證螺紋銑刀在作整圓銑削的過程中,每圈Z向進(jìn)給的距離固定不變(螺距),且每次都從一個固定的Z 點進(jìn)刀,就可以加工出所需的螺距的螺紋。
2.2普通螺紋計算公式:
中徑d2=d-0.649 5 t;
內(nèi)徑d1=d-1.082 5 t;
理論高度H=0.866 0 t;
工作高度h=0.541 3 t;
圓角半徑r=H/6=0.144 3 t;
內(nèi)螺紋的螺紋底孔直徑為:公稱直徑-1.3P;
內(nèi)螺紋單邊加工余量為:0.65P。
以上:P——導(dǎo)程;
t——螺距。
2.3程序編制
以在FANUC- 0i數(shù)控系統(tǒng)數(shù)控銑設(shè)備上,用 20 mm的單線螺紋刀加工M43×1.5-7H的非標(biāo)螺紋,深度為30 mm 的內(nèi)螺紋為例,程序編寫如下:(外螺紋加工程序,只需改動進(jìn)退刀點和子程序中的圓弧銑削方向指令即可)
(1) 簡單編程
程序編寫的思路,就是將一個下刀高度作為螺旋線高度編成一個子程序,通過用戶參數(shù)設(shè)置G10指令[3]改變刀具半徑補(bǔ)償值,重復(fù)調(diào)用螺旋加工子程序,實現(xiàn)自動加工。
O1000; 程序名
G40 G49 G80; 初始化
M03 S2000; 主軸正轉(zhuǎn)
G00 G90 G54 X0 Y0;快速定位到坐標(biāo)系原點
G43 Z10 H1 M08; Z 軸下刀,長度補(bǔ)償,切削液開
G10 L12 P1 R10.975 設(shè)定D01初始值
M98 P2000 L3 調(diào)用子程序
G00 Z100; 快速提刀,取消長度補(bǔ)償
M05 主軸停止
M09 切削液關(guān)
M30 程序結(jié)束
子程序1
O2000
G01 G90 Z1.5 F200; Z軸進(jìn)刀
G42 D01 X21.5 Y0 進(jìn)給到螺紋起點,刀具半徑左補(bǔ)償
M98 P3000 L22 調(diào)用子程序
G01 G90 G40 X0 Y0;絕對方式,退刀到O點,取消半徑補(bǔ)償
Z1.5 F500; Z軸退刀
G91 G10 L12 P1 R-0.325 改變D01 刀具半徑值
M99 子程序返回子程序2
O3000
G91 G03 Z-1.5 I-21.5; 螺旋銑削螺紋1周,螺距1.5
M99 子程序返回
(2) 采用宏指令方式編程[3-4]通用內(nèi)螺紋加工程序,通過預(yù)設(shè)定內(nèi)螺紋底徑、長度、銑刀直徑、螺距等值,實現(xiàn)任意國標(biāo)內(nèi)螺紋的自動加工。
程序注釋
O0001
#1=41.5 內(nèi)螺紋底徑
#2=30 螺紋長度
#3=20 銑刀直徑
#4=1.5 螺距T
#5=0 Z向自變量坐標(biāo)
#6=[#1-#3]/2-0.65*#4 螺紋徑向的刀具中心起點坐標(biāo)
#7=[#1-#3]/2 螺紋徑向的刀具中心終點坐標(biāo)
#8=0.5 螺紋徑向加工步距
S2000 M3
G00 G90 G54 X0 Y0
Z30
N10#5=#5+#4 Z向自變量起點坐標(biāo)
G1 Z#5 F300 為保證加工螺紋的完整,向上偏移一個螺距
#6=#6+#8 X向自變量
IF[#6GT#7]THEN#6=#7 條件判斷
G01 X#6
N20#5=#5-#4 Z向自變量終點坐標(biāo)
G03 I-#6 Z#5 X向加工時球刀中心點坐標(biāo)
IF [#5GE[-#2] ]GOTO 20 -#2 是為保證加工螺紋的完整,向下多加工一個螺距
#5=0 Z向自變量坐標(biāo)清零
G01 X0 X向退刀
G00 Z[#5+#4] Z向退刀
IF [#6LT#7] GOTO 10 判斷螺紋深度是否達(dá)到預(yù)定值
G01 X0 X向退刀
G00 Z100 Z向退刀
M30 程序結(jié)束
經(jīng)在生產(chǎn)實際中加工驗證,采用單刃螺紋銑刀和上述加工程序進(jìn)行螺紋加工時,程序運(yùn)行時間短,只需8分鐘;表面質(zhì)量好,表面粗糙度可達(dá)Ra1.6;螺紋中徑控制精確、一致性好,連續(xù)加工4個螺紋孔,螺紋中徑均無變化;刀具耐用度高,連續(xù)加工4個螺紋孔后,刀具無任何磨損痕跡,并且不需要到專業(yè)廠家定制非標(biāo)專用絲錐,大大降低了購置專用刀具的成本。
3、結(jié)束語
在實際生產(chǎn)中,在滿足使用要求和加工精度的前題條件下,盡可能采用單刃螺紋銑削加工方式加工螺紋,可擴(kuò)大數(shù)控設(shè)備的加工范圍,減少生產(chǎn)投入,提高零件加工效率,且具有加工精度高、并對大直徑及非標(biāo)準(zhǔn)螺紋的加工非常方便等諸多優(yōu)勢,因以,在加工中心、數(shù)控銑螺紋加工中采用單刃螺紋加工方式有非常重要的意義。
參考文獻(xiàn):
[1] 張寧菊. 基于宏程序的內(nèi)外螺紋的數(shù)控銑削加工[J] . 機(jī)電工程技術(shù),2013(11):25-27.
[2] 徐卿. 基于系統(tǒng)變量寫入刀補(bǔ)的螺紋銑削編程[J] .機(jī)電工程技術(shù),2012(12):69-73.
[3] 錢紅,崔亞軍,楊興國. 數(shù)控加工工藝與編程[M] .北京:北京理工大學(xué)出版社,2012.
[4] FANUC Series 0i-MC 加工中心操作說明書[M] . 北京:發(fā)那科機(jī)電有限公司,2003.
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時代,少談點智造,多談點制造
- 現(xiàn)實面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別