


四種輔助氣體對(duì)激光切割鍍鋅板的影響
2017-6-12 來(lái)源:遼寧科技大學(xué)應(yīng)用技術(shù)學(xué)院 作者:高亮,陳宇翔,苗露
摘要:為了研究鍍鋅板激光切割工藝,開(kāi)展了 Nd:YAG 脈沖激光切割機(jī)切割厚度是0.5mm 的熱鍍鋅板的工藝實(shí)驗(yàn),使用了氮?dú)猓ǎ危玻⒀鯕猓ǎ希玻鍤猓ǎ粒颍┖涂諝馑姆N輔助氣體。分別使用激光電源的不同工藝參數(shù),包括輸出電流、脈沖脈寬、脈沖頻率等,通過(guò)多次實(shí)驗(yàn)測(cè)出最佳工藝參數(shù),氮?dú)猓ǎ危玻┑淖罴压に噮?shù)為電流160A、脈寬1ms、頻率60Hz、加工速度400mm/min;氧氣(O2)的最佳工藝參數(shù)為電流140A、脈寬0.8ms、頻率50Hz、加工速度450mm/min;Ar能切開(kāi)但掛渣較多的工藝參數(shù)為電流170A、寬1.2ms、頻率65Hz、加工速度300mm/min;空氣的最佳工藝參數(shù)為電流160A、脈寬1.0ms、頻率65Hz、加工速度300mm/min。通過(guò)測(cè)量切縫寬度以及觀察掛渣量的多少,判斷切割質(zhì)量,得到結(jié)論:氧氣適用切割較厚鍍鋅板,氮?dú)膺m用切割薄鍍鋅板,氬氣切割鍍鋅板效果不佳,針對(duì)本次實(shí)驗(yàn),空氣切割質(zhì)量最好。
關(guān)鍵詞:激光器;激光切割;鍍鋅板;工藝參數(shù);縫寬
0.引言
因鍍鋅層在鋼鐵表面具有物理屏蔽及電化學(xué)保護(hù)作用[1],所以鍍鋅板具有良好的耐腐蝕性[2-3],被廣泛應(yīng)用在電力、建筑、交通、化工等領(lǐng)域[4-6]。尤其是在汽車(chē)領(lǐng)域里,使用超高強(qiáng)度的鍍鋅板可以大幅度提高車(chē)身耐腐蝕性能,提高 汽車(chē)的使 用 壽 命[7]。傳統(tǒng)機(jī)械切割技術(shù)切割鍍鋅板對(duì)鍍層具有破壞作用,而且不易實(shí)現(xiàn)復(fù)雜情況的切割[8]。激光切割技術(shù)具有切割速度快、切縫窄、工件無(wú)變形、靈活性等優(yōu)點(diǎn)[9-10],廣泛應(yīng)用在工業(yè)加工領(lǐng)域[11]。目前,國(guó)內(nèi)激光切割應(yīng)用范圍正在不斷擴(kuò)大,已達(dá)幾十個(gè)領(lǐng)域,其中最具有代表性、應(yīng)用最為廣闊的是汽車(chē)制造業(yè)。據(jù)估計(jì),約有60%的汽車(chē)零部件可以通過(guò)激光切割來(lái)提高質(zhì)量[12],包括汽車(chē)焊接用到鍍鋅板的切割,但國(guó)內(nèi)研究鍍鋅板切割文獻(xiàn)幾乎沒(méi)有。鍍鋅板焊接質(zhì)量的好壞主要取決于切割過(guò)程是否存在掛渣、過(guò)燒現(xiàn)象、切割縫寬大小以及對(duì)鍍鋅層的影響,所以研究激光切割影響光能量的因素對(duì)切割鍍鋅板質(zhì)量好壞具有重要意義。
影響激光切割的因素很多,如激光聚焦的透鏡焦距、加工對(duì)象對(duì)激光的吸收波長(zhǎng)、決定能量大小的輸出功率、脈沖輸出功率的比例和頻率等。除此以外,從噴嘴向被加工件噴射的輔助氣體對(duì)加工質(zhì)量及加工性能也起著重要的作用[13-14]。
本文從Nd:YAG脈沖激光器的輸入功率、頻率、脈寬、加工速度等幾個(gè)方面研究激光切割鍍鋅板工藝實(shí) 驗(yàn)。分別使用四種輔助氣體(依次是氮?dú)猓ǎ危玻⒀鯕猓ǎ希玻鍤猓ǎ粒颍┖涂諝猓┫碌牟煌に噮?shù),進(jìn)行多次切割實(shí)驗(yàn),通過(guò) 塞尺測(cè)量每組切縫寬度,繪制出數(shù)據(jù)相對(duì)應(yīng)的圖片,觀察掛渣量多少進(jìn)行比較分析數(shù)據(jù),從而得出結(jié)論。
1.實(shí)驗(yàn)方法
1.1 實(shí)驗(yàn)設(shè)備
實(shí)驗(yàn)采用固體 Nd:YAG激光切割機(jī),見(jiàn)圖1。其型號(hào)是JHM-1GY-300B。參數(shù)為激光波長(zhǎng)1.06μm,激光額定平均功率300 W,激光脈沖頻率1~200Hz(可調(diào)),激光脈沖寬度0.1~20ms(可調(diào)),聚焦鏡焦距f=75mm,聚焦光斑直徑0.3~0.6mm。四種輔助氣體為氮?dú)猓ǎ危玻⒀鯕猓ǎ希玻鍤猓ǎ粒颍┖涂諝狻?/font>
圖1 Nd:YAG 激光切割機(jī)
1.2 實(shí)驗(yàn)材料
實(shí)驗(yàn)所用材料是熱鍍鋅板 DX51,材料的尺寸為150.0mm×133.0mm×0.5mm,實(shí)驗(yàn)的切縫長(zhǎng)度22mm。切割材料板如圖2所示。
圖2 DX51鍍鋅板
1.3 實(shí)驗(yàn)結(jié)果與分析
1.3.1 實(shí)驗(yàn)方法及結(jié)果
實(shí)驗(yàn)分別使用氮?dú)猓ǎ危玻⒀鯕猓ǎ希玻ⅲ粒蚝涂諝馑姆N輔助氣體,每組輔助氣體下通過(guò)調(diào)節(jié)激光器的輸出電流、頻率、脈寬以及工作臺(tái)的加工速度,依次取十組值進(jìn)行切割實(shí)驗(yàn),每道切縫均用塞尺測(cè)量寬度,然后使用 Origin 畫(huà)出寬度隨電流的變化曲線、寬度隨頻率的變化曲線、寬度隨脈寬的變化曲線、寬度隨加工速度的變化曲線,結(jié)果如圖3~圖6所示。
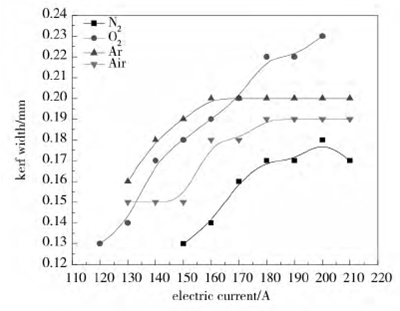
圖3 不同電流下的切縫寬度
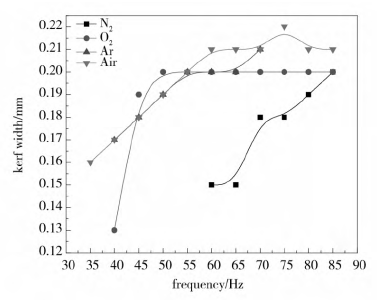
圖4 不同頻率下的切縫寬度
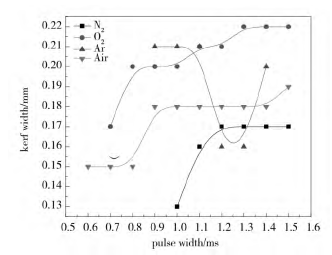
圖5 不同脈寬下的切縫寬度
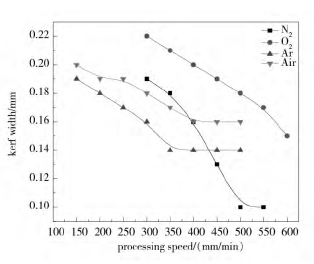
圖6 不同加工速度下的切縫寬度
這里針對(duì)此設(shè)備定義新的激光器參數(shù),焦相點(diǎn)即激光切割機(jī)噴嘴與工件表面貼合住,往上移動(dòng)的相對(duì)距離。因?yàn)樵O(shè)備實(shí)際焦點(diǎn)不易確定,本實(shí)驗(yàn)取焦相點(diǎn),進(jìn)行每次實(shí)驗(yàn)之前都調(diào)節(jié)焦相點(diǎn),大小均為0.75mm,所以可認(rèn)為每次實(shí)驗(yàn)的離焦量相同。
2.結(jié)果分析
2.1 共同規(guī)律
從圖3~圖6可看出,增大電流、頻率、脈寬,減小加工速度,都能增大切縫寬度。這是因?yàn)樵黾虞敵鲭娏鳌㈩l率、脈寬,減小加工速度即是增加了單位面積上激光器的輸出能量,即增大激光功率密度,照射工件表面使其熱量累積,熔化的切縫寬度會(huì)增大,但增大到一定程度時(shí),趨于不變,因?yàn)榇藭r(shí)影響切縫的變?yōu)楣獍咧睆剑x焦量相同時(shí),其光斑直徑基本一致,所以切縫寬度趨于不變。
2.2 不同規(guī)律
2.2.1 使用氮?dú)猓ǎ危玻┳鳛檩o助氣體切割
如圖3~6所示,其切割切縫最窄,但需要閾值能量較大。因?yàn)榈獨(dú)猓ǎ危玻┲饕鳛楸Wo(hù)氣體,能夠吹除熔渣,趨于不變的參數(shù)相對(duì)氧氣較大,實(shí)驗(yàn)測(cè)得最佳工藝參數(shù)為電流160 A,脈寬1ms,頻率60Hz,加工速度400mm/min。
2.2.2 使用氧氣(O2)作為輔助氣體切割
如圖3~圖6所示,氧氣(O)切割,切縫最寬,切割閾值能量比較低。因?yàn)檠鯕饩哂兄夹Ч懈铄冧\板需要能量相對(duì)其他氣體的需要能量小,但其燃燒產(chǎn)生熱量大,所以切縫寬度較大。
實(shí)驗(yàn)測(cè)得最佳工藝參數(shù)為電流 140 A,脈 寬0.8ms,頻率50Hz,加工速度450mm/min。
2.2.3 使用氬氣(Ar)作為輔助氣體切割
如圖3~圖 6 所示,需要輸出能量較大。因?yàn)闅鍤猓ǎ粒颍┳鳛槎栊詺怏w,主要起到保護(hù)氣體的作用,但其保護(hù)性能不如氮?dú)猓墼党щy,由于掛渣量太大,實(shí)驗(yàn)中塞尺不易測(cè)得數(shù)據(jù),測(cè)得數(shù)據(jù)不夠準(zhǔn)確(如圖5曲線所示)。所以即便是能切開(kāi),其切縫掛渣太多,后續(xù)工藝處理更加困難。
實(shí)驗(yàn)測(cè)得氬氣(Ar)作為輔助氣體能切開(kāi)(掛渣量大)的工藝參數(shù)為電流170A,脈寬1.2ms,頻率65Hz,加工速度300mm/min。
2.2.4 使用空氣作為輔助氣體切割
如圖3~圖6所示,切縫寬度位于氮?dú)猓ǎ危玻┖脱鯕猓ǎ希玻┲g。因?yàn)榭諝饩羞@兩種氣體,既能起到助燃效果,也能起到保護(hù)氣體的作用,本次實(shí)驗(yàn)使用空氣吹除熔渣效果也是最好的。
實(shí)驗(yàn)測(cè)得最佳工藝參數(shù)為:電流 160 A,脈 寬1.0ms,頻率65Hz,加工速度300mm/min。綜合以上分析,針對(duì)鍍鋅鋼板的激光切割技術(shù),隨著激光功率密度的增大,切 縫寬度會(huì) 相 應(yīng)增大。鍍鋅層在激光切割開(kāi)始會(huì)產(chǎn)生鋅等離子體,吸收激光能量,激光能量太弱,則鋼板不易切開(kāi),會(huì)在鋼板表面產(chǎn)生大量黑色物質(zhì),屬于鋅蒸氣冷凝的結(jié)果。取工藝參數(shù)為相同輔助氣壓0.4 MPa,加工速度 300 mm/min,電 流 170 A,脈 寬 1.0 ms,頻率60Hz,焦相點(diǎn)0.75mm,在四種輔助氣體下分別進(jìn)行一次實(shí)驗(yàn)。實(shí)驗(yàn)切割圖片金相顯微照片如圖7所示,其中,氬氣因掛渣過(guò)多未切開(kāi)。通過(guò)塞尺測(cè)量縫寬,測(cè)量結(jié)果如表1所示。
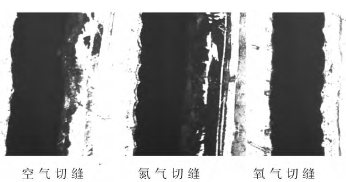
圖7 三種輔助氣體切縫金相顯微對(duì)比(a)空氣切縫 (b)氮?dú)馇锌p (c)氧氣切縫
表1 相同工藝參數(shù)下不同輔助氣體的縫寬

由圖7和表1可見(jiàn),氬氣(Ar)切割質(zhì)量較差,掛渣量太多,導(dǎo)致無(wú)法測(cè)量切縫寬度,所以氬氣(Ar)不適用于鍍鋅板激光切割的保護(hù)氣體;氧氣(O2)切縫最寬,切割掛渣量較小;氮?dú)猓ǎ危玻┣锌p最窄,但掛渣量較大;本次鍍鋅板厚度是0.5mm,屬于薄板切割,所以氧氣切割容易,切縫較寬,因?yàn)檠鯕饩哂兄夹Чm用于厚板切割。本實(shí)驗(yàn)設(shè)備最厚能切割2mm 的鍍鋅板,而本次針對(duì)0.5 mm 厚鍍鋅板切割實(shí)驗(yàn),氮?dú)庾鳛檩o助氣體時(shí)切縫最窄,空氣切縫寬度適中,掛渣量是四種氣體中最少的,原因是空氣中即有氧氣可以助燃,也具有氮?dú)猓芷鸬奖Wo(hù)作用,吹除熔渣效果較好。
3.結(jié)論
激光切割鍍鋅板屬于熱切割的一種,由于鍍鋅層的影響,相對(duì)其它鋼板,需要的激光能量較大。相對(duì)其他切割方法,激 光切 割對(duì) 鍍 鋅層的破壞不大。通過(guò)實(shí)驗(yàn)可見(jiàn)如下結(jié)果:
(1)增加激光器電源輸入的電流、脈寬、頻率,以及減小加工速度會(huì)增大工件表面的光功率密度,從而增大了激光切割鍍鋅板的縫寬。
(2)氧氣(O2)切割鍍鋅板,具有助燃效果,切割能力最強(qiáng),切縫寬度相應(yīng)較大,對(duì)于厚板的切割適用。針對(duì)實(shí)驗(yàn)所用的機(jī)器,最厚能切2 mm 厚度的鋼板。
(3)氮?dú)?(N2)切縫最窄,適用于薄鍍鋅板的切割。
(4)氬氣(Ar)作為輔助氣體,切割需要能量較大,切割掛渣量較多,效果不佳。
(5)空氣作為輔助氣體,其切縫寬度在氧氣(O2)和氮?dú)猓ǎ危玻╅g,需要能量相對(duì)也不大,而且掛渣量是四種輔助氣體中最少的,所以本次實(shí)驗(yàn),空氣作為鍍鋅板切割的輔助氣體,切割質(zhì)量最好。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車(chē)銷(xiāo)量情況
- 2025年4月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車(chē)銷(xiāo)量情況
- 2024年12月 新能源汽車(chē)產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(chē)(轎車(chē))產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷(xiāo),害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車(chē)床加工刀具補(bǔ)償功能
- 車(chē)床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別