


往復走絲電火花線切割多次切割工藝試驗
2017-2-10 來源:北京科技大學機械工程學院 作者:賈志新 劉譯允 高堅強 黃磊陽
摘要:對“中走絲”電火花線切割加工機床的多次切割工藝參數進行了研究,圍繞脈寬、占空比、峰值電流、走絲速度等因素進行實驗。采用綜合評分法對實驗數據進行處理,使多目標優化變為單目標優化。通過正交試驗法優化出第二次切割和第三次切割的工藝參數,并進行驗證。實驗結果能為“中走絲”電火花線切割加工工藝提供參考。
關鍵詞:中走絲;電火花線切割加工;多次切割;工藝試驗
隨著模具工業的發展及市場形勢的需求,電火花線切割加工不僅要求切割速度快,還要求具有良好的加工表面質量。傳統的往復走絲電火花線切割機床之所以沒有取得明顯的突破,究其原因是運絲系統沒有根本性改進,而近年來有所發展的“中走絲”線切割機床由于受到結構的限制,加工精度也未得到明顯提高。縱觀我國的電火花線切割加工機床,并未按金屬加工的一般原則進行加工,即將整個加工過程分為粗、中、細三檔,故加工精度很難提高。“中走絲”線切割機床的多次切割工藝優勢很明顯,因此,本文對其進行試驗研究,通過實驗量化“中走絲”多次切割所能達到的工藝水平[1]。
1.實驗方案
先進行二次切割多因素正交試驗,得出二次切割優化結果并進行驗證;再進行三次切割多因素正交試驗,得出三次切割優化結果并進行驗證。電火花線切割工藝的好壞更多地是由設備性能決定的,如果零件的加工需通過多次切割來完成,則必須兼顧切割速度和表面粗糙度這2 項工藝指標,本文就以此來探究“中走絲”多次切割的工藝規律[2-3]。實驗采用綜合評分法來評估各組合的優劣,從中選出較優的切割參數組合。綜合評分法是根據每個實驗指標重要程度的不同來分配權重系數,然后對各組實驗進行相應的評分,評分公式為:

式中:Wi為各組對應的加權綜合評分;Mij為切割速度和表面粗糙度2 個評價指標的各自得分;ωj為各指標權重。這樣,多指標問題就轉化成為以實驗綜合得分為指標的單指標問題。
2.二次切割實驗
2.1 實驗準備
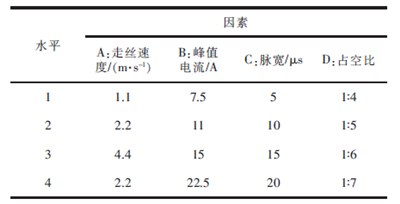
二次切割實驗選用厚40 mm 的Cr12 材料,在M332“中走絲”電火花線切割機床上進行,測量設備有表面粗糙度儀、濃度檢測儀、數顯千分尺等。采用正交試驗,因素有4 個,分別為:走絲速度(A)、峰值電流(B)、脈寬(C)及占空比(D)。由于走絲速度的水平數為3 個,其余均為4 個,沒有合適的正交試驗表可選,故用擬水平法將認為可能較合適的走絲速度2.2 m/s 重復一次,湊成四水平,從而選用較合適的正交表L16(45),第5 列不使用(表1)。
表1 二次切割正交試驗因素水平表
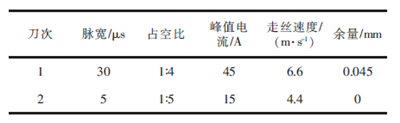
在二次切割前,第一刀切割選用單次切割正交優化所得的參數為:脈寬30 μs,占空比1∶4,峰值電流45 A,走絲速度6.6 m/s。第二刀的理論修刀量為45 μm。
2.2 實驗數據分析
第二次切割作為第一次切割和第三次切割之間的一次過渡,其主要作用是修正,在提高加工精度的同時,保證較高的表面質量和加工速度。因此,第二次切割的優化工作可采用評分法進行較簡單的優選,得出一組加工速度較高、表面粗糙度值較低的參數組合。
二次切割正交試驗結果見表2, 以最高切割速度481.93 mm2/min 作為切割速度基準1, 以最佳表面粗糙度Ra1.791 μm 作為表面粗糙度基準1,Mi1為各實驗結果的切割速度與切割速度基準1 的比值,Mi2為各實驗結果的表面粗糙度值與表面粗糙度基準1 的比值的相反數。由于越往后的刀次,其表權綜合評分記為Wi。因此,二次切割實驗各組的加工結果所對應的綜合加權計算公式為:
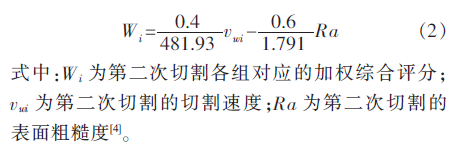
表2 二次切割正交試驗結果
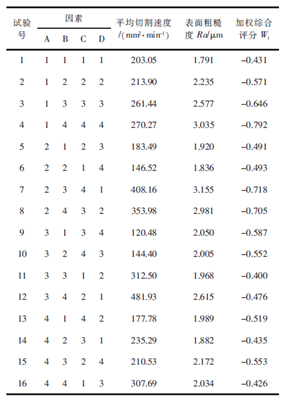
由表2 所示的加權綜合評分可看出,得分最高的為第11 組, 所以第二刀切割應選用該組對應的參數設置,即走絲速度4.4 m/s,峰值電流15 A,脈寬5 μs,占空比1∶5。優化結果見表3。
表3 二次切割優化電參數
對綜合評分法得出的優化方案進行3 次樣件切割驗證實驗,測量結果為:二次切割的平均切割速度為318.60 mm2/min, 加工表面粗糙度的平均值為Ra2.000 μm; 對該結果進行綜合評分為-0.406,高于表2 所示的其余15 組方案, 表明該優化參數組合能穩定地實現較優的二次切割工藝。同時,與第一次切割所得的切割速度50.28 mm2/min、表面粗糙度Ra2.79 μm 相比,明顯效率更高、表面質量更好。
3.三次切割實驗
3.1 實驗準備
三次切割實驗選用厚20 mm 的Cr12 材料,在M332“中走絲”電火花線切割機床上進行,測量設備有TR210 表面粗糙度儀、濃度檢測儀及千分尺。本實驗的目的是建立相應的修刀加工工藝數據庫,優化出一組或多組能保證較優表面粗糙度的修刀參數。為此設計了正交試驗,其因素水平見表4。其中,占空比的水平數為4 個,其余因素的水平數為2 個,故選用正交表L8(4×24)進行正交試驗,第5 列不使用。
表4 三次切割正交試驗因素水平表
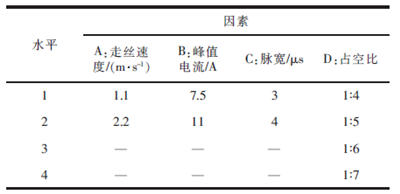
按表3 所示的參數進行第一次、第二次切割。因為第三次切割的主要作用是修光,使工件表面粗糙度值達到盡可能低的水平,同時僅需保證能進行連續穩定的放電加工即可,所以三次切割實驗選用較小的理論修刀量(5 μm)和較小的脈沖能量。
3.2 實驗數據分析
三次切割正交試驗結果見表5, 以最高切割速度300 mm2/min 作為切割速度基準1, 以最佳表面粗糙度Ra1.24 μm 作為表面粗糙度基準1,Mi1為各實驗結果的切割速度與切割速度基準1 的比值,Mi2為各實驗結果的表面粗糙度與表面粗糙度基準1的比值的相反數。由于第三次切割主要考慮表面粗糙度,所以切割速度權重系數為30 %,表面粗糙度權重系數為70 %,則所得加權綜合評分Wi為:

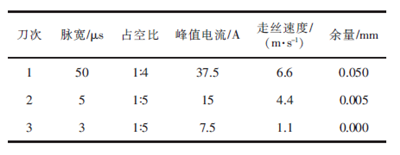
式中:Wi為第三次切割各組對應的加權綜合評分;vwi為第三次切割的切割速度;Ra 為第三次切割的表面粗糙度。對加權得分進行極差分析, 結果見表6。可看出,因素A 應取1 水平,因素B 應取1 水平,因素C應取1 水平, 因素D 應取2 水平, 即最優組合為A1B1C1D2。此時,綜合評分最高,切割效果最佳。三次切割的優化結果見表7。對其進行驗證發現,第三刀平均切割速度為170.5 mm2/min,加工工件總體平均切割速度(即加工工件的表面積與總時間的比值)為55.08 mm2/min,加工表面粗糙度的平均值為Ra1.15 μm。該結果的綜合得分為-0.479,高于表5 所示的8 組方案,表明該參數組合能穩定地實現較優的三次切割工藝。和之前所做的一次切割與二次切割實驗相比,切割總效率有所提高,表面粗糙度Ra1.15 μm 已達到傳統機械精加工的精度范疇。
表5 三次切割正交試驗結果
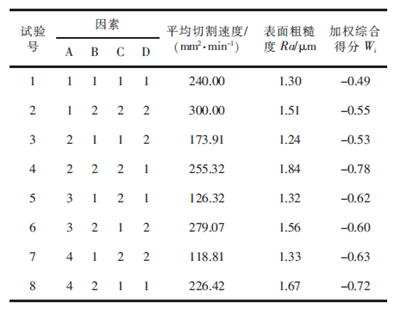
表6 三次切割綜合得分極差分析表
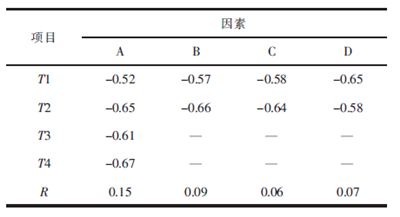
表7 三次切割優化電參數
通過優化工藝參數來滿足“中走絲”電火花線切割加工需求,能極大地提高機床加工精度,豐富線切割工藝數據庫[5]。
4.結論
(1)本文對“中走絲”電火花線切割多次切割工藝參數進行優化,運用綜合分析法得出第二次切割和第三次切割的較優工藝參數,并進行了驗證。
(2)二次切割最優方案中,第二刀切割速度達到312.5 mm2/min,總體平均切割速度為78.49 mm2/min,表面粗糙度的平均值達到Ra1.97 μm。
(3)三次切割最優方案中,第三刀切割速度達到170.5 mm2/min,總體平均切割速度為55.08 mm2/min,表面粗糙度可達Ra1.15 μm。
(4)通過多次切割工藝參數的優化,得出既能保證表面粗糙度、又能提高加工速度的參數,為“中走絲”電火花線切割加工工藝提供指導。
a
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

