


往復(fù)走絲電火花線切割加工技術(shù)發(fā)展瓶頸及研究思路
2016-12-21 來源:南京航空航天大學(xué)機(jī)電學(xué)院 作者:劉志東
摘要:分析了當(dāng)前往復(fù)走絲電火花線切割機(jī)床在高效切割、解決絲耗、導(dǎo)絲定位等方面遇到的技術(shù)瓶頸,提出了相應(yīng)的解決思路。對(duì)于高效切割,關(guān)鍵問題是要解決大電流加工條件下工作液在極間迅速汽化的問題;對(duì)于絲耗問題,提出了一種往復(fù)走絲漸進(jìn)送絲的新走絲方式;對(duì)于電極絲導(dǎo)絲問題,認(rèn)為采用非強(qiáng)制間隙約束方式是導(dǎo)絲器的發(fā)展方式。
關(guān)鍵詞:往復(fù)走絲;電火花線切割加工;發(fā)展瓶頸;研究思路
具有中國自主知識(shí)產(chǎn)權(quán)的往復(fù)走絲電火花線切割機(jī)床自20 世紀(jì)70 年代步入市場(chǎng)后,以其很高的性價(jià)比為模具加工市場(chǎng)所接受,目前已成為機(jī)械加工領(lǐng)域不可替代的加工手段,且其應(yīng)用領(lǐng)域在不斷拓展,技術(shù)水平也在不斷提升,并正在逐步為世界各國所接受[1,2]。近十幾年來,伴隨著具有多次切割功能的往復(fù)走絲電火花線切割機(jī)床(俗稱“中走絲線切割機(jī)床”)的發(fā)展,往復(fù)走絲線切割加工技術(shù)獲得了長(zhǎng)足的進(jìn)步, 但由于其自身的加工特點(diǎn),目前遇到了如高效切割、電極絲損耗處理及導(dǎo)絲持久性等一系列技術(shù)瓶頸。本文的目的在于針對(duì)這些問題,從放電加工機(jī)理方面加以分析,為業(yè)內(nèi)的研究人員提供一個(gè)解決問題的參考思路。
1.往復(fù)走絲的“非對(duì)稱性”加工特點(diǎn)
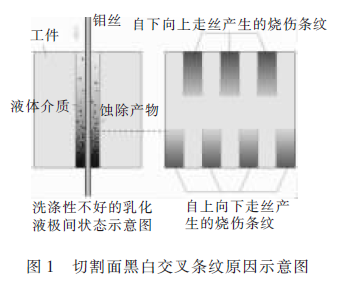
往復(fù)走絲電火花線切割加工雖然冠以往復(fù)的名稱,但在往復(fù)走絲的加工過程中,由于受到重力的作用,從微觀角度而言,其加工過程中的冷卻、排屑及消電離均是非對(duì)稱過程, 因此其加工始終是“非對(duì)稱”的,也即走絲形式上的對(duì)稱由于遭遇到重力的影響而被改變,從而顯示出了正反向走絲時(shí)各自差異的特性。這種“非對(duì)稱”的特征在高效、小參數(shù)精加工及高厚度切割時(shí)體現(xiàn)的尤為明顯,主要體現(xiàn)在切割表面在工件的上下端面表面質(zhì)量包括燒傷情況(圖1)不同甚至?xí)绊懙角懈畹木龋辉谡醋呓z時(shí)也會(huì)因?yàn)榍懈罘€(wěn)定性不同導(dǎo)致進(jìn)給速度的不同;切割過程中電極絲張力會(huì)逐漸出現(xiàn)單邊松絲[3]等問題。因此在細(xì)化研究往復(fù)走絲切割時(shí),應(yīng)該針對(duì)其“非對(duì)稱”加工的觀點(diǎn),通過改變正反向走絲時(shí)的高頻電源參數(shù)、伺服跟蹤速度、走絲速度等來達(dá)到提高正反走絲加工工藝指標(biāo)均勻性和一致性的目的,如果再考慮到切割方向不同導(dǎo)致的因?qū)л唽?duì)電極絲定位的影響,這個(gè)問題將更加復(fù)雜。
2.往復(fù)走絲的技術(shù)瓶頸問題
2.1 高效穩(wěn)定切割
往復(fù)走絲電火花線切割加工的工藝指標(biāo)尤其是切割效率在解決了極間冷卻的指導(dǎo)思想、經(jīng)歷了從20 世紀(jì)80 年代至21 世紀(jì)初的沉寂后, 目前已有了質(zhì)的提高。但由于其自身往復(fù)走絲的特點(diǎn),使其切割精度不可能與單向走絲電火花線切割加工進(jìn)行最終的抗衡,其良好性價(jià)比的一個(gè)重要體現(xiàn)在于能進(jìn)行高效、長(zhǎng)期穩(wěn)定的切割加工,尤其體現(xiàn)在高厚度切割方面,因此對(duì)于往復(fù)走絲線切割加工而言,切割效率的提高及持久性是一個(gè)永恒的話題。往復(fù)走絲線切割加工效率方面的研究重點(diǎn)可分為兩方面:其一是提高實(shí)用的、持續(xù)穩(wěn)定的切割效率,目前持續(xù)穩(wěn)定的效率已達(dá)120~140 mm2/min,今后努力的目標(biāo)希望能達(dá)到160~180 mm2/min,且對(duì)于150 mm 以上厚度的工件也同樣適用; 其二是提高最高切割效率,目前采用智能脈沖電源,配合復(fù)合工作液,最大切割效率已達(dá)300 mm2/min。上述指標(biāo)已接近或達(dá)到中檔單向走絲線切割加工的一般效率要求,但運(yùn)行成本僅僅是單向走絲線切割加工的幾十分之一甚至百分之一[4],因此在中小批量零件的切割生產(chǎn)中具有十分明顯的優(yōu)勢(shì)。
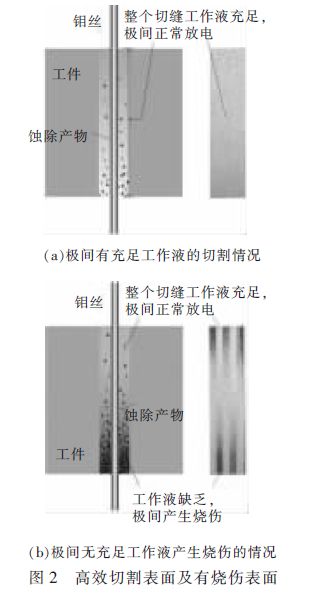
但必須注意的是:往復(fù)走絲線切割加工當(dāng)切割效率超過150 mm2/min 后, 工件表面將逐漸產(chǎn)生嚴(yán)重的交叉燒傷痕跡,其最根本的原因還是高效切割時(shí)極間放電狀況惡化所致。圖2a 為極間有充足工作液的切割示意及工件切割后表面情況,此時(shí)切割表面色澤基本均勻,但如持續(xù)增加放電能量(平均加工電流>6 A)至效率超過150 mm2/min 后,切割效率隨著放電能量的增加將上升十分緩慢,而工件表面燒傷則更嚴(yán)重,且電極絲斷絲幾率大大升高(圖2b)。此時(shí)導(dǎo)致切割效率的提高又遇到另一個(gè)瓶頸。工件表面出現(xiàn)嚴(yán)重的交叉燒傷痕跡,說明極間處于十分惡劣的放電狀態(tài),其主要問題在于隨著放電能量的增加,放電形成的熱量將使得電極絲帶入切縫(單邊放電間隙約0.01~0.02 mm) 的有限工作介質(zhì)瞬間汽化,導(dǎo)致極間尤其是在電極絲出口區(qū)域處于工作介質(zhì)很少甚至無工作介質(zhì)狀態(tài),致使該區(qū)域的冷卻、洗滌、排屑及消電離狀態(tài)惡化。由于工件和電極絲在該區(qū)域得不到及時(shí)的冷卻, 造成排屑困難,從而使工件表面產(chǎn)生嚴(yán)重?zé)齻覕嘟z的幾率大大增加。在此種加工條件下,任何對(duì)于高頻電源的改進(jìn)措施及伺服控制策略對(duì)于切割工藝指標(biāo)的提高都將收效甚微,因?yàn)榇藭r(shí)最關(guān)鍵問題已轉(zhuǎn)化為極間放電狀態(tài)的惡化及不穩(wěn)定,所以如何能及時(shí)將工作介質(zhì)帶入放電間隙并將蝕除產(chǎn)物排出切縫已成為能否進(jìn)一步提高切割效率的首要前提。
下面分兩個(gè)部分來論述提高切割效率的途徑。一方面為在洗滌冷卻較充分前提下(一般切割電流<5 A),提高單位電流蝕除效率;另一方面是在大能量加工前提下(一般切割電流>6 A)提高高效切割效率。
(1)在洗滌冷卻較充分前提下(一般切割電流<5 A),提高單位電流蝕除效率的主要措施:
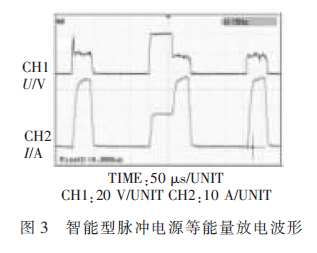
① 進(jìn)一步提高脈沖電源的脈沖加工利用率。目前一般的脈沖取樣伺服進(jìn)給配合佳潤復(fù)合工作液的使用,可使脈沖電源的放電脈沖利用率接近甚至超過90 %,而采用智能化的脈沖電源可結(jié)合放電間隙狀態(tài)的檢測(cè)、等能量脈沖電源(圖3)的應(yīng)用、放電能量的控制及有害脈沖的抑制等技術(shù),在進(jìn)一步降低電極絲損耗的同時(shí),提高放電脈沖的利用率至95%以上;同時(shí)由于抑制了有害脈沖的輸出(如一旦檢測(cè)出現(xiàn)持續(xù)短路情況就及時(shí)切斷脈沖電源), 可使單位電流的切割效率從25~30 mm2/(min·A) 上升至30~35 mm2/(min·A)。但客觀而言,在洗滌、冷卻較充分前提下, 智能電源對(duì)切割效率的提高貢獻(xiàn)限,研究的重點(diǎn)主要在電極絲使用壽命的提高方面。
② 對(duì)脈沖蝕除方式的研究。放電后工件表面材料的蝕除形式主要有熱熔化蝕除和熱氣化蝕除兩種,業(yè)內(nèi)對(duì)于往復(fù)走絲線切割加工脈沖能量蝕除方式的研究仍處在一個(gè)模糊階段。蝕除方式不僅與蝕除效率有關(guān),還與加工表面的完整性、電極絲的損傷程度等一系列指標(biāo)有關(guān),是一個(gè)值得深入研究的課題。
③ 工作液性能的進(jìn)一步研究。目前以佳潤復(fù)合工作液為代表的工作液主要解決了平均切割電流<5 A 條件下極間的洗滌、冷卻及消電離問題,使極間處于正常的放電狀態(tài)[5-7],而切割效率的提高還有一個(gè)重要的因素就是單個(gè)脈沖的放電蝕除量問題,該問題與放電后能量在極間的傳輸、熱量的擴(kuò)散等因素有關(guān)。鑒于上述機(jī)理,工作液應(yīng)具有更低的電導(dǎo)率,以減少在放電過程中漏電流的能量損失,同時(shí)應(yīng)具有較高的動(dòng)態(tài)粘度, 以有利于壓縮放電通道,使放電能量集中,達(dá)到高效蝕除材料的目的,此外還應(yīng)具有較高的氣化點(diǎn),以減少極間工作介質(zhì)的氣化量。
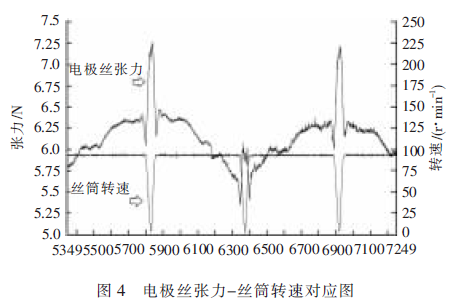
④ 張力控制問題。張力的控制并不能直接獲得加工效率的提升, 但可通過改善加工的穩(wěn)定性、提高切縫的均勻性獲得切割效率的提高。圖4 是檢測(cè)到的一般加工區(qū)電極絲張力與絲筒轉(zhuǎn)速對(duì)應(yīng)圖。從圖中可看出電極絲正反運(yùn)行時(shí)張力的變化是十分明顯的,出現(xiàn)一邊松一邊緊的問題,且換向時(shí)導(dǎo)輪的轉(zhuǎn)動(dòng)慣量會(huì)造成張力的突變[8]。電極絲正反走絲張力的變化會(huì)導(dǎo)致切割中電極絲的振動(dòng)加強(qiáng),并產(chǎn)生切縫寬度變寬及不均勻,因此如果能解決電極絲張力不均勻問題,將使放電脈沖利用率進(jìn)一步提升且切縫寬度均勻及收窄,從而能從這方面獲得因?yàn)榍锌p材料蝕除量降低所帶來的切割效率的提高。
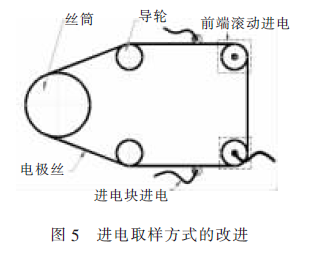
⑤ 電極絲進(jìn)電問題。目前最常用的電極絲進(jìn)電方式是導(dǎo)電塊進(jìn)電,導(dǎo)電塊由硬質(zhì)合金或鎢鋼材料制造,鉬絲以8~12 m/s 的線速度貼著導(dǎo)電塊表面滑動(dòng)摩擦運(yùn)動(dòng),兩者接觸處為一個(gè)短圓弧線段。由于鉬絲與進(jìn)電塊之間的接觸電阻不穩(wěn)定,放電能量傳輸?shù)郊庸^(qū)域必然因?yàn)橛薪佑|電阻及電極絲自身的電阻產(chǎn)生能量損耗。如能盡可能將進(jìn)電點(diǎn)移動(dòng)至靠近加工區(qū)域(圖5 所示虛線框位置),減少能量消耗并盡可能獲取更接近于加工區(qū)域的取樣信號(hào)(通常取樣點(diǎn)和進(jìn)電點(diǎn)在一起), 將由此獲取加工效率的進(jìn)一步提高。
(2)大能量前提下(一般切割電流>6 A)提高高效切割效率問題:
在大能量前提下(一般切割電流>6 A)提高高效切割效率關(guān)鍵在于如何解決工作液在極間迅速被汽化[9]的問題,為此采用的主要措施可分為增加極間工作液的進(jìn)入量的主動(dòng)措施及減少極間工作液的汽化量的被動(dòng)措施。
主動(dòng)措施有:
① 增加噴液壓力及放電間隙。以往往復(fù)走絲均采用澆注式冷卻,基本是通過工作液吸附在電極絲上并隨著電極絲帶入切縫,而實(shí)驗(yàn)表明,采用一定壓力將工作液噴入切縫,可將工作液盡可能多地帶入切縫[7],但前提是,必須研制一種不產(chǎn)生泡沫的工作液, 以防止在高壓噴射條件下形成大量的泡沫,影響加工的穩(wěn)定性,且采用這種方式還須借助脈沖電源的改進(jìn),以增加放電間隙的寬度。
② 電極絲的外觀形狀及材料的改變。通過電極絲外觀形狀的改變,如采用絞合、螺旋形狀的電極絲或使電極絲表面具有更好的吸附工作液性能,如毛化電極絲表面,使電極絲能將更多的工作液帶入極間,同時(shí)帶出更多的蝕除產(chǎn)物,其中雙絞合電極絲示意如圖6 所示。
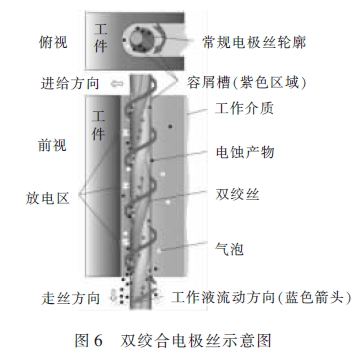
絞合電極絲在走絲過程中可通過自身螺旋狀容納空間及走絲時(shí)形成的對(duì)液體介質(zhì)的螺旋吸入效應(yīng),盡可能多地“拖拽并吸入”外部及已加工切縫中的工作介質(zhì)進(jìn)入放電間隙,同時(shí)及時(shí)將蝕除產(chǎn)物“強(qiáng)制拖拽”出放電間隙,以提高高效切割時(shí)極間的冷卻、洗滌、排屑及消電離作用。由于洗滌、冷卻、排屑及消電離作用大大增強(qiáng),尤其是強(qiáng)制性“拖拽并吸入”更多的工作介質(zhì),將使極間獲得充分的冷卻環(huán)境,解決極間因?yàn)楦咝懈町a(chǎn)生的工作介質(zhì)瞬間氣化問題,使電極絲能獲得及時(shí)冷卻,從而承載更大的加工能量,提高切割效率。
被動(dòng)措施有:
① 工作液方面, 在保障極間處于良好洗滌、冷卻、消電離的條件下,使工作液具有更高氣化點(diǎn)的組分,以減少工作液在極間的氣化量,此外還可增加工作液在電極絲表面的吸附性能,讓電極絲能盡可能多地將工作液帶入切縫。
② 設(shè)計(jì)并采用使工作液氣化率低的脈沖電源及參數(shù),增大放電間隙,并采用“非對(duì)稱”脈沖電源。脈沖電源在一個(gè)脈沖期間的能量分配及脈沖間隔分配均會(huì)導(dǎo)致對(duì)工作液產(chǎn)生不同的汽化率,且在正反向走絲時(shí)采用不同的脈沖間隔均會(huì)在一定程度上減少往復(fù)走絲的“非對(duì)稱性”。
目前從實(shí)施的可行性而言,改變電極絲的截面外觀以提高高效切割效率可行性較強(qiáng),但電極絲截面形狀的改變還需解決電極絲應(yīng)力、變形、電極絲直徑控制等問題。
3.電極絲損耗的解決途徑
現(xiàn)有的往復(fù)走絲線切割加工由于采用單絲筒循環(huán)往復(fù)走絲,必然會(huì)產(chǎn)生以下缺陷:
(1)貯絲筒通常一次上絲的長(zhǎng)度為200~300 m,由于這段電極絲一直在進(jìn)行往復(fù)放電切割,電極絲產(chǎn)生損耗是必然現(xiàn)象。目前采用佳潤復(fù)合工作液,以100 mm2/min 的切割效率連續(xù)切割時(shí),切割15 萬mm2,電極絲直徑損耗0.01 mm(從直徑0.18 mm 開始)。因此在大面積切割時(shí),將由于電極絲的損耗導(dǎo)致起始切縫與最終切縫因?yàn)殡姌O絲損耗而產(chǎn)生寬度不同,對(duì)切割精度形成影響。
(2)在大面積切割過程中一旦發(fā)生斷絲,由于此時(shí)電極絲已從開始到斷絲處有了損耗,如果采用通常的退回原起割點(diǎn)、重新?lián)Q鉬絲再進(jìn)行切割的方法,從起割點(diǎn)到斷絲點(diǎn),就會(huì)因?yàn)榍锌p寬度逐漸變窄的原因(暫時(shí)不考慮工件變形及軌跡精度等問題),影響電極絲從起割點(diǎn)到斷絲點(diǎn)的進(jìn)給速度,也就是說, 此時(shí)從起割點(diǎn)到斷絲點(diǎn)并不是空切了,而是需要再次切割才能到斷絲點(diǎn),這樣就會(huì)大大延長(zhǎng)總切割時(shí)間并影響加工精度。
(3) 傳統(tǒng)的往復(fù)走絲線切割加工在走絲過程中,存在單邊松絲問題,也就是在絲筒的兩頭,存在電極絲一頭松一頭緊的問題,雖然目前采用的恒張力裝置(如機(jī)械重錘式張力機(jī)構(gòu)、機(jī)械彈簧式張力機(jī)構(gòu)等)可部分緩解該問題,但同時(shí)也會(huì)增加斷絲的幾率。
(4)電極絲的損耗會(huì)影響到多次切割修整的精度。
為解決上述問題,目前已有廠家在控制系統(tǒng)中采用軟件補(bǔ)償方法來彌補(bǔ)切割中因?yàn)殡姌O絲損耗帶來的切縫寬度改變產(chǎn)生的誤差[10],也有廠家采用絲筒上電極絲分段投入加工的方法,如一次切割用絲筒上的一段電極絲,而多次切割,為減少因電極絲損耗對(duì)修整的影響,采用另外一段沒有損耗的電極絲進(jìn)行修整,但上述方法都不能完全解決電極絲損耗帶來的對(duì)加工精度的影響。
目前由于電極絲冷拉工藝的日趨完善,鉬絲在冷拉過程中,可按定長(zhǎng)拉制。由此提出一種電火花線切割雙絲筒電極絲往復(fù)漸進(jìn)式走絲方式(已申請(qǐng)發(fā)明專利), 通過雙貯絲筒使得電極絲在完成高速往復(fù)走絲的同時(shí)通過往復(fù)走絲的不對(duì)等控制,使電極絲整體微量推進(jìn),以抵消電極絲的損耗,從而使電極絲的損耗在整個(gè)切割過程中可通過電極絲的漸進(jìn)補(bǔ)充而抵消,保障在切割過程中,切縫中的電極絲直徑基本不變。在一定程度上保障了加工精度不會(huì)因?yàn)殡姌O絲的損耗而降低,此外當(dāng)斷絲情況發(fā)生時(shí)電極絲可沿寬度一致的切縫快速空切到斷絲點(diǎn)或在斷絲點(diǎn)原地穿絲。該雙絲筒結(jié)構(gòu)同時(shí)保障了加工區(qū)域電極絲的張力處于恒定狀態(tài)。電火花線切割電極絲往復(fù)漸進(jìn)式走絲方式原理見圖7。
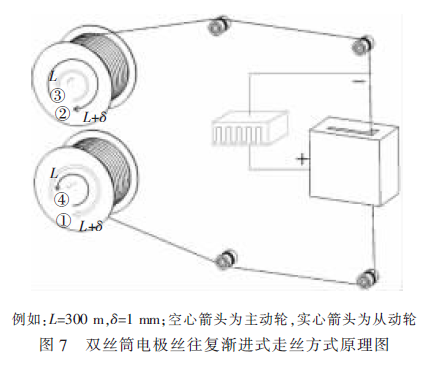
利用單片機(jī)控制貯絲筒的轉(zhuǎn)動(dòng),實(shí)現(xiàn)電極絲的往復(fù)漸進(jìn)式送絲運(yùn)動(dòng),例如:正向走絲300.001 m 后反向收絲300 m, 再正向走絲300.001 m 后反向收絲300 m……如此往復(fù)運(yùn)動(dòng), 每次循環(huán)總有1 mm的新絲補(bǔ)充進(jìn)入加工區(qū)域,因而電極絲的損耗可依靠每次多進(jìn)入加工區(qū)域的1 mm 電極絲來補(bǔ)償,以減少加工過程中的電極絲損耗,尤其對(duì)于切割高厚度和大切割面積的工件效果更為明顯,從而提高加工精度。且當(dāng)斷絲現(xiàn)象發(fā)生時(shí),電極絲可沿寬度基本一致的切縫快速空切到斷絲點(diǎn)或在斷絲點(diǎn)原地穿絲,大大提高了加工效率。采用這種走絲方式后,由于電極絲損耗可依靠漸進(jìn)進(jìn)入加工區(qū)域的電極絲進(jìn)行補(bǔ)償,故損耗對(duì)加工的影響程度大大降低甚至可以忽略,因此諸如在單向走絲上適用的技術(shù)也可考慮在往復(fù)走絲上采用,如抗電解電源技術(shù)等。采用這種走絲方式,能基本消除以往電極絲損耗對(duì)加工的影響,當(dāng)然目前這只是一個(gè)構(gòu)想,具體結(jié)構(gòu)及控制的實(shí)現(xiàn)還需進(jìn)一步細(xì)化。
4.導(dǎo)絲方式問題
對(duì)于往復(fù)走絲線切割加工而言,往復(fù)走絲導(dǎo)致的對(duì)電極絲空間位置的影響是較大的,因此采用導(dǎo)絲器對(duì)電極絲進(jìn)行定位和導(dǎo)向是目前“中走絲機(jī)床”普遍采用的方法。但導(dǎo)絲的方式?jīng)Q定了導(dǎo)絲器的精度和壽命。由于電極絲的反復(fù)使用及鉬絲的硬度大大高于單向走絲線切割加工黃銅絲的硬度,因此在導(dǎo)絲器材料相同時(shí),往復(fù)走絲線切割加工導(dǎo)絲器的使用壽命將大大低于單向走絲線切割加工,其對(duì)比情況見表1。
表1 往復(fù)走絲與單向走絲線切割加工導(dǎo)絲器壽命比較

由表1 可知,往復(fù)走絲線切割加工會(huì)大大降低導(dǎo)絲器的壽命, 因此其導(dǎo)絲方式只能以“減少電極絲抖動(dòng)”為主要手段,如果硬要靠導(dǎo)絲器強(qiáng)制性牽拉電極絲以達(dá)到限位的作用是不現(xiàn)實(shí)的,這也就是為什么目前“中走絲”導(dǎo)絲器只能用在直體及隨動(dòng)導(dǎo)絲大錐度機(jī)床上的根本原因,至于在沒有隨動(dòng)導(dǎo)絲的小錐度機(jī)床上使用導(dǎo)絲器并進(jìn)行小錐度切割的加工方式,其導(dǎo)絲器的使用壽命將很短。
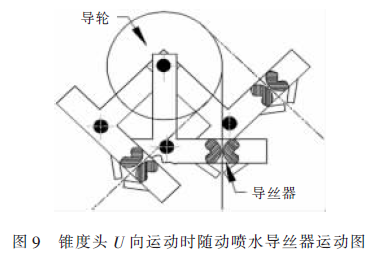
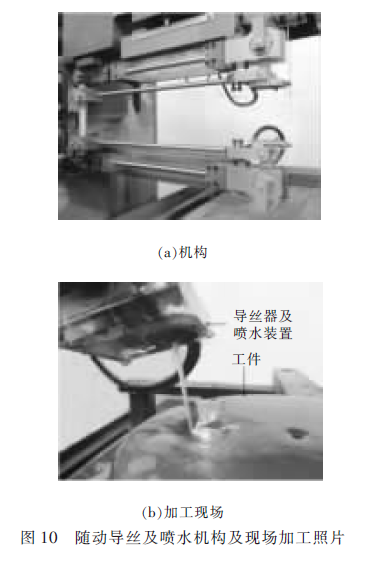
本課題組設(shè)計(jì)了一種六連桿大錐度隨動(dòng)導(dǎo)絲及噴水機(jī)構(gòu)[11],其原理見圖8。由于電極絲方向始終與導(dǎo)絲器中的V 型槽重合(圖9),設(shè)計(jì)于導(dǎo)絲器上的噴水嘴噴出的工作液始終能包裹住電極絲并隨電極絲進(jìn)入加工區(qū),因此能起到很好的洗滌、冷卻和消電離作用,這對(duì)于加工精度、切割效率和表面質(zhì)量的提高均起到積極作用[12]。隨動(dòng)導(dǎo)絲及噴水機(jī)構(gòu)見圖10a,切割現(xiàn)場(chǎng)見圖10b。
5.結(jié)束語
本文分析了往復(fù)走絲線切割加工在高效切割、降低絲耗、導(dǎo)絲定位等方面遇到的技術(shù)瓶頸,并從放電加工機(jī)理方面著手分析,為研究人員提供一個(gè)解決問題的參考思路,望能進(jìn)一步促進(jìn)往復(fù)走絲線切割加工技術(shù)的發(fā)展。

投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別