


摘要:本文詳細介紹了數控鏜銑床在加工薄壁筒內變深槽時的加工過程以及需要注意的問題,通過結合試切加工分析,排除干擾因素,確定工件產生變形及振紋的主要因素,并提出解決措施,還自行設計了刀桿,確定刀具形式,為類似深孔加工提供一定的參考。
關鍵詞:數控鏜銑床;薄壁筒;變深槽
1、 問題描述
薄壁筒是諸多產品中的關鍵部件。圖 1 為薄壁筒的剖面圖,該圖的特點是筒內有 4 個 R1 均布的圓弧變深槽,槽起點距端面 L1mm,終點距端面 520mm,內孔尺寸 φd1,外圓尺寸 φD,槽直徑 φd2,未加工槽前壁厚差為 14.5mm。
該零件結構的設計屬于新型設計方案 , 無加工經驗 , 對于如何滿足設計要求,需要工藝人員從加工方式選擇、節約成本等多方面考慮 , 使得產品最終滿足質量要求。
2 、加工方案定制
2.1 確定加工思路
薄壁零加工特點 :
1)因零件壁薄,受夾緊力易變形,影響工件的尺寸精度和形狀精度。
2)在切削力的作用下,容易產生振動和變形,影響工件的尺寸精度、形位精度和表面粗糙度。
3)因工件壁薄,切削時容易產生熱變形,熱變形對精度影響也極大。
根據薄壁筒的特點和現有的加工條件,確定在數控鏜銑床上加工工件。具體加工思路為 :采用專用夾具安裝工件,在鏜刀桿上安裝 60°鏜刀頭,并將刀頭回轉直徑調為 R1,編制程序,按程序走 45°直線段,然后走斜線抬出,完成一個槽加工,旋轉坐標系60°完成下一個變深槽。以此類推,完成六個槽的粗、精加工。
2.2 選擇裝夾方式
從薄壁筒的特點分析可知,合理選擇夾緊力的方向和作用點,可以減少夾緊力對工件變形的影響。采用一組圓弧面接觸工件外圓的夾具,在工件進刀位置,槽起點處夾緊,另一個夾緊點在尾端,還需墊上銅皮防止劃傷工件表面,夾緊后用內徑百分表檢驗夾緊點內孔圓度變形在 0.1mm 以內,松開夾具,內孔恢復原先的狀態。調整夾緊力過小,則工件會夾持不住,當內孔圓度變形為 0.08mm 時,工件即可夾緊,松開夾具時內孔彈性變形,不影響工件已定寸的其他尺寸。
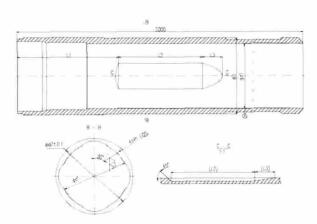
圖1 薄壁筒的剖面圖
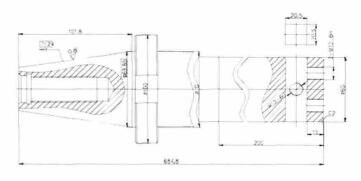
圖2 鏜刀桿
2.3 確定加工方法
從產品圖分析 , 外圓尺寸 φD,鏜槽直徑 φd2,壁厚僅為 6.5mm,所以加工時須采用粗、精加工分開的方法,粗鏜 4 個 R1 至直徑 φd2-2,松開起點處夾具,工件精加前夾緊時,用百分表測量圓度在0.05mm 以內,在滿足精加工夾緊力的情況下,工件變形量盡量小些,這樣可減小測量誤差。
2.4 刀具的確定
2.4.1 刀桿的選擇
由于被加工槽的終點距端面 520mm,這需要桿有效長度最短 530mm。雖然山特的刀桿可以組接至該長度,但預計造價 4 萬多元,成本太高,所以決定自行設計刀桿,刀具成本在 2 千元左右。由內孔尺寸 φd1、槽深 8mm 及 R1,限制刀桿最大直徑只能為 φ70mm,長徑比 530 :70≈7.57 :1,遠大于 4,而且刀桿是細長桿,為減輕刀桿重量和振動,將刀桿設計成錐度刀桿。如圖 2 所示。
2.4.2 刀頭的選擇
1)焊接合金刀頭
根據金屬切削原理與刀具,首選機夾刀頭,合金涂層刀片,這樣刀片耐用,不易磨損,尺寸容易保證,但是沒有 60°機夾刀頭,而 45°機夾刀頭無法進入,故改用焊接合金刀頭,理論上可以走出 45°直線,然后斜線出刀。
試驗時選擇參數 :吃刀深度 2mm,轉速 150r/min,進給量 10mm/min,走一刀,發現切削力大,刀桿振動,切削過程中雖調整轉速,但進給率等都沒有明顯改善,工件表面都是溝痕,說明刀桿伸出太長,硬質合金刀雖然硬度、耐磨性、耐熱性均高于高速鋼刀具,但是在刀桿和工件剛性都不好的條件,無法完成切削,刀尖磨損嚴重,甚至刀具崩刃。經過試驗可知,采用硬質合金刀具不可行。
2)高速鋼刀頭
采用高速鋼刀頭,高速鋼綜合性能較好,容易刃磨,鋒利刃口等優點,適用于孔加工刀具。細長刀桿的鏜刀鏜孔,90°主偏角的刀具產生的徑向切削力最小,同時刀片刃口產生的軸向力最大 ;45°主偏角的車鏜刀易發生切削振動,因為產生振動的徑向切削力與軸向力相等,最容易發生振動。對于工藝系統剛性差的,刀具角度一般為 70 ~ 92°,且主偏角越大,發生振動的概率越低。
結合受力分析和刀具材料的特點,改用 90°的主偏角刀具,所以首先加工出一個落刀槽,落刀槽起點距端面 258mm,為了減小振動和換刀的麻煩,選擇一把標準直角型粗鏜刀桿,該刀桿直徑60mm,安裝高速鋼材質的切槽刀后 , 刀桿有效長度266mm,根據公式 a≈(0.5 ~ 0.6) ,則主切削刃寬度≈(0.5 ~ 0.6) =6.5 ~ 7.8。主切削刃寬度最大是 7.8mm, 切槽刀寬度越寬 ,切削抗力越大 , 經過試切 , 選擇切槽刀寬為 6.5mm ,槽深切至產品圖要求的最小孔徑,然后把 45°斜面用后刀尖按程序分粗、精加工兩次切削完成,這樣為90°刀頭創造更大的落刀空間 , 然后把 90°刀頭落在刀槽內,走直線,然后斜線出刀。
2.5 編程及切削參數的確定
由于用單刀鏜圓弧 R1 是斷續切削,工藝系統的剛性較差,要求得到較小的表面粗糙度,對于高速鋼刀具而言,可選較低的切削速度,所以切削速度應適當減小。
根據產品的長徑比大的特點,精加工時,要想得到較好的表面質量,需降低進給速度,通過采取這一措施,在加工中工件沒有產生振動,達到了產品所需要求的表面粗糙度。依據 SIEMENS 操作編程手冊,編制加工程序如下 :
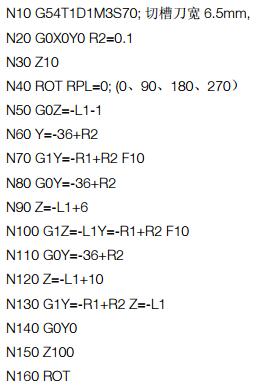
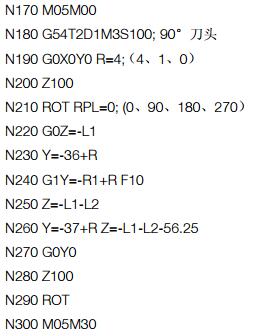
切槽時 , 程序中 R2 根據實際測量調整留量參數。總吃刀量為 8mm,R 為 4mm 時,留量為 4mm ;R為 1mm 時,留量 1mm,改變 RPL 數值,完成四個槽的加工。
由于高速鋼刀具耐用度較低以及刀桿懸臂長產生讓刀現象,加工的槽進刀處與出刀處尺寸不一致,進刀處直徑尺寸比出刀處直徑尺寸大 0.06mm,表面粗糙度達到 Ra3.2mm。雖然解決刀桿振動問題,實現了加工,但是為了滿足產品圖 Ra1.6mm 的要求,還需要鉗工拋光。
3 、結語
本文通過對薄壁筒加工工藝的試驗驗證,摸索出了對薄壁筒件類零件用細長鏜桿實現加工的規律,符合產品要求,降低了加工成本。同時也為加工同類零件奠定了基礎,并積累了經驗。該件的試驗成功,保證了某產品的試驗成功,現已投入初樣炮的正式小批量生產。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

