控")



FANUC 數(shù)控系統(tǒng)機(jī)床一鍵回參考點(diǎn)的方法
2024-4-11 來(lái)源:河南平原光電有限公司 作者:王玉功 梁 兵
【摘要】: 介紹了 FANUC 系統(tǒng)一鍵回參考點(diǎn)的方法,利用 PMC 參數(shù),設(shè)置各軸回參考點(diǎn)的順序,先回 Z 軸則避免了回參考點(diǎn)時(shí)刀具與工件相撞,提高了安全性,也方便了操作。
【關(guān)鍵詞】: 參考點(diǎn) ;PMC 參數(shù) ;FANUC; 梯形圖
1. 問(wèn)題的提出
我公司有 5 臺(tái)立式加工中心,全部采用FANUC 0iC 系統(tǒng)和增量式反饋系統(tǒng),開(kāi)機(jī)后必須手動(dòng)回參考點(diǎn)才能進(jìn)行自動(dòng)加工。由于操作人員變化較大,經(jīng)常出現(xiàn) X 軸或 Y 軸手動(dòng)回參考點(diǎn)的誤操作,造成刀具碰到工件,使得刀具和工件撞壞。為避免這種現(xiàn)象,必須對(duì)梯形圖進(jìn)行修改,即必須 Z 軸先回參考點(diǎn),才能進(jìn)行其他軸回參考點(diǎn)。為此,我們對(duì)機(jī)床回參考點(diǎn)的操作方法進(jìn)行了修改,即進(jìn)行一鍵返回參考點(diǎn),并且先回 Z 軸。軸回參考點(diǎn)的順序由 PMC 參數(shù)進(jìn)行選擇,把 Z軸設(shè)成首先回參考點(diǎn)的軸就能實(shí)現(xiàn)這個(gè)目標(biāo)。
2. 解決方案
用數(shù)據(jù)D0001、D0002及D0003分別設(shè)各軸手動(dòng)回參考點(diǎn)的順序。在手動(dòng)設(shè)置參考點(diǎn)方式,按循環(huán)啟動(dòng)鍵,進(jìn)行一鍵所有軸回參考點(diǎn)。如果選擇性地分別手動(dòng)各軸回參考點(diǎn),則用 K0001.0設(shè)定了是否 Z 軸回參考點(diǎn)后,其他軸才能返回參考點(diǎn)。圖1~圖3為有關(guān)X軸返回參考點(diǎn)的梯形圖,其他軸可以參考 X 軸的梯形圖進(jìn)行編制。具體說(shuō)明如下。
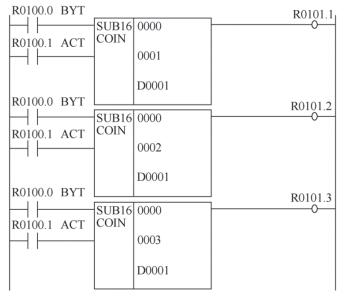
圖 1 判斷 X 軸回參考點(diǎn)順序
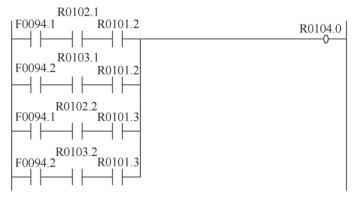
圖 2 X 軸第 2、3 順序回參考點(diǎn)中間寄存器
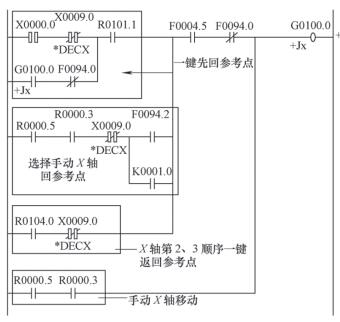
圖 3 X 軸正向回參考點(diǎn)和手動(dòng)正向移動(dòng)
圖 1 是判斷 X 軸回參考點(diǎn)的順序 :R0101.1表示首先回X軸,R0101.2、R0101.3分別表示第2、第 3 順序回參考點(diǎn),R0100.0 為常 0,R0100.1為啟動(dòng)SUB16功能指令信號(hào)。X0000.0為循環(huán)啟動(dòng)按鈕的地址,X0009.0 為 X 軸手動(dòng)回參考點(diǎn)的減速開(kāi)關(guān)信號(hào),F(xiàn)0004.5 為系統(tǒng)在手動(dòng)時(shí)回參考點(diǎn)的方式,F(xiàn)0094.0、F0094.1、F0094.2 分別為X 軸、Y 軸、Z 軸回參考點(diǎn)的信號(hào),當(dāng)值為 1 時(shí),表示已經(jīng)建立參考點(diǎn)。K0001.0 為手動(dòng)回參考點(diǎn)時(shí),是否需要Z軸先回參考點(diǎn);R0000.3為手動(dòng)時(shí),正向選擇信號(hào) ;R0000.5 為 X 軸選擇信號(hào)。
圖 3 中方框標(biāo)注的分為四個(gè)部分。
1)X 軸一鍵先回參考點(diǎn)。在回參考點(diǎn)方式 F0004.5 為 1; 如果不在參考點(diǎn), 則F0094.0為0;X0009.0是為了在壓住減速開(kāi)關(guān)時(shí)不能返回參考點(diǎn),當(dāng)按下循環(huán)啟動(dòng)鍵后,如果 X 軸首先回參考點(diǎn), 則R0101.1 為 1。X 軸沒(méi)壓住減速開(kāi)關(guān),則G0100.0 接通,在完成回參考點(diǎn)前實(shí)現(xiàn)自保,X 軸繼續(xù)正向移動(dòng)。
2)單個(gè) X 軸手動(dòng)回參考點(diǎn)。K0001.0 為是否需要首先選擇 Z 軸回參考點(diǎn),如果設(shè)置為 0,則Z 軸就不能回參考點(diǎn)。當(dāng)選擇 X 軸后,R0000.5為 1,按下正方向鍵后 R0000.3 為 1,就可以實(shí)現(xiàn)回參考點(diǎn)動(dòng)作。
3)X 軸第 2、3 順序回參考點(diǎn)。R0104.0 定義在圖 2,其是確保在上一級(jí)順序軸回參考點(diǎn)后,X 軸才能自動(dòng)回參考點(diǎn)。如果 X 軸為第 2 順序回參考點(diǎn),則 R0101.2 為 1,必有至少一個(gè)軸第一順序回參考點(diǎn),即 R0102.1 和 R0103.1 至少一個(gè)為 1。在對(duì)應(yīng)軸回參考點(diǎn)后,即 F0094.1、F0094.2 為 1,從而 R0104.0 為 1。R0102.2、R0103.2和R0101.3部分是X軸第3順序回參考點(diǎn)的梯形圖,與 X 軸第 2 順序回參考點(diǎn)類似。
4)實(shí)現(xiàn) X 軸手動(dòng)正向移動(dòng)。手動(dòng)回參考點(diǎn)方式在實(shí)際使用中,我們把 D0003 設(shè)為 1,即首先回 Z 軸,D0001、D0002 分別設(shè)為 2、3,即回過(guò) Z 軸后再回 X 軸、Y 軸。如果不用一鍵回參考點(diǎn)方式,把K0001.0設(shè)為0,則是Z軸先回參考點(diǎn),其他軸才能分別回參考點(diǎn)。
3. 結(jié)語(yǔ)
在使用一鍵回參考點(diǎn)功能后,再也沒(méi)有出現(xiàn)因手動(dòng)返回參考點(diǎn)而碰壞工件或刀具的現(xiàn)象,并且操作簡(jiǎn)單化。這種編制梯形圖的方法通用性強(qiáng),可以通過(guò)修改 PMC 參數(shù),確定返回軸的參考點(diǎn)順序。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別