



詳解擺線輪磨削軟件與數控系統的關聯
2020-8-3 來源:北京工業大學機械工程與應用電子技術學院 作者:張躍明,楊申春,紀姝婷,冀永虎,趙飛
摘要: 對于具有復雜曲面輪廓的 RV 減速器擺線輪的制造,通過輔助制造軟件對齒廓進行設計和修形并根據最終齒廓曲線自動生成 G 代碼數控程序通過數控系統直接讀取加工,可以減輕工人的編程工作量,提高生產效率。
關鍵詞: 擺線輪; 齒廓修形; 數控系統
隨著制造業快速發展,數控機床的使用也越來越廣泛,自然而然地對數控系統的功能要求也越來越高。因為隨著機械設計理論的發展,科研人員不斷更新改進機械機構,導致機械加工中所需要加工的零部件越來越復雜,精度要求也越來越高。對于簡單的零件,工作人員可以根據零件圖來手工編寫 G 代碼數控程序并手動輸入到數控系統中,因為程序相對比較簡單。
而對于具有復雜曲面輪廓并且要求輪廓度誤差較小的零部件,完全憑手工編程就不可取了。眾所周知數控加工是走插補的,在編寫非圓曲面加工 G 代碼數控程序時,所取的點與點之間的距離取決于所要求的輪廓度誤差值的大小,輪廓度要求越高,取點將越密集。
為了保證輪廓度誤差和表面粗糙度的質量,通常會將一小段輪廓曲線分割為成百上千段,這將導致 G 代碼程序非常復雜,將不再適合手工編程,這就使得數控系統自帶的功能很難完全滿足生產需求。
為了生產加工方便,提高生產效率,通過對數控系統進行二次開發或者編寫相關的輔助加工軟件對數控系統進行功能擴展,可以解決該難題,并在生產中也得到了驗證,效果也非常顯著。
文中將以陸聯擺線齒輪磨床為例,詳細分析機床上的擺線輪磨削軟件與數控系統之間的聯系,探索為何該設備能高效率地加工出高精度的擺線輪。
1 、擺線輪軟件
陸 聯 擺 線 齒 輪 磨 床 是 一 臺 專 用 機 床,使 用FANUC32i 數控系統,主要以成形磨削的方式加工機器人關節 RV 減速器中的核心零件擺線輪。擺線輪的齒廓曲線是非圓弧曲線,要求的輪廓度誤差在 0. 004mm 以內,所以常規的圓弧插補指令 G02、G03 將不再適用。
想要加工出如此高精度的零件,就要求在編寫 G 代碼數控程序時,將齒輪曲線分割成多段走直線插補。插補段數越多,機床的加工軌跡將越接近理論齒廓,這對于手工編程人員是一個巨大的工作量。機床上的擺線輪磨削軟件可以直接設計擺線輪齒廓并可對齒廓曲線進行分析處理,自動生成 G 碼數控程序,減輕工人的勞動量,顯著提高生產效率。
擺線輪磨削軟件是以 VB 語言編寫的,和數控系統軟件一起安裝在 PC 機上,軟件從功能上可以分成兩部分: 擺線輪齒形設計部分和 G 代碼數控程序實現部分。
1. 1 擺線輪齒形設計部分
該部分主要包括齒輪設定模塊 ( 見圖 1) 和修砂路徑模塊 ( 見圖 2) 。齒輪設定模塊可對初步設定擺線輪參數 ( 傳動比、偏心距、中心圓直徑等) 和設備參數 ( 金剛輪 R 角、砂輪厚度) ; 在修砂路徑模塊,可以根據需要再次對擺線輪齒廓進一步修形,既可以使用自定齒形功能導入自己設計的輪廓曲線的數據,也可以通過拉動左右兩邊的 14 個點手動修形,或者兩者相結合。
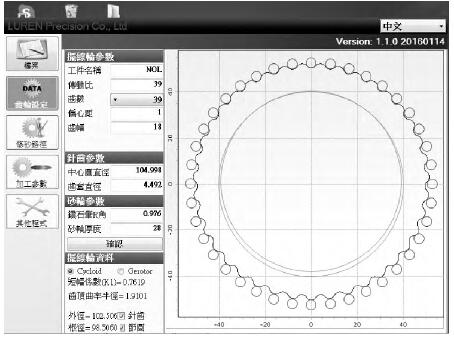
齒輪設定模塊
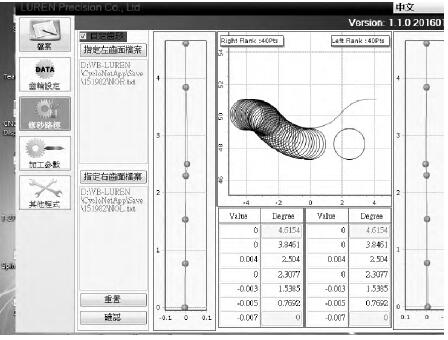
修砂路徑模塊
1. 2 G 代碼數控程序實現部分
該部分主要是加工參數模塊,該模塊又細分為加工設置、修砂設置、對刀設置以及研磨部分。加工設置中最重要的是要設置坐標 ( 見圖 3) ,該軟件中所使用的坐標與數控系統的坐標完全一致,以避免自動編寫 G 代碼程序時坐標系混亂。修砂設置和對刀設置分別執行砂輪修整功能和對刀功能。在研磨設置模塊,可以設置數控加工的磨削用量,如圖 4 所示。
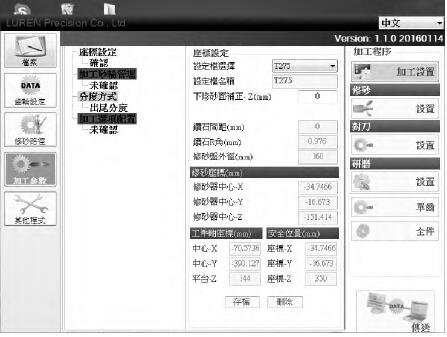
坐標設定

研磨設置
2 、數控系統與磨削軟件的關聯
通過對機床數控系統和磨削軟件的仔細研究,發現該軟件簡單來說只是一個設計擺線輪齒形進而根據齒形數據生成數控加工 G 代碼程序的工具。齒輪設定模塊、修砂路徑模塊以及加工參數模塊中的加工設置部分都是生成 G 代碼程序的前提準備部分。當前面的部分都依次設定好之后,才能逐步激活下面的模塊。其中修砂、對刀和研磨都需要生成 G 代碼程序以便于數控機床能夠啟動運行,所以在參數設定好之后,點擊右下角的傳送按鈕,軟件即可自動生成與該功能部分相適應的 G 代碼程序并自動保存在電腦硬盤里面。
打開數控系統軟件的程序界面 ( 如圖 5 所示) ,發現數控系統里面已經為磨削軟件適配了一個主程序,磨削軟件中所有功能 ( 修砂、對刀、研磨) 的執行都需要借助于該主程序,也就是說磨削軟件是通過主程序與數控系統相聯系的。
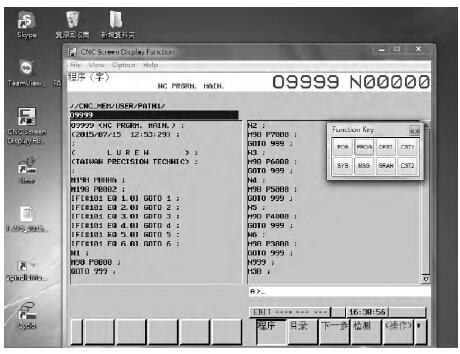
CNC 主程序
通過對主程序的層層閱讀和分析,發現主程序只是一個執行子程序調用和機床停止功能的簡單程序,修砂、對刀和研磨的具體執行語句都在磨削軟件生成的子程序里面。也就是說,主程序只是執行子程序調度功能,具體的功能執行取決于子程序,而子程序的生成就與前面的修砂、對刀和研磨功能的選擇有關了,在哪個功能模塊中點擊傳送按鈕,軟件就會自動生成該功能的執行子程序,進而通過主程序的調用使數控機床執行。
3 、研磨功能的執行過程
現在以研磨功能的執行過程為例,對數控系統和磨削軟件的運行機制以及相互關聯進行詳細分析。
( 1) 首先是準備功能部分: 擺線輪齒形初步設計→通過修砂路徑模塊對擺線輪進行再次修形→通過加工設置輸入機床坐標以及其他相關參數。
( 2) 準備工作做好后,就可以根據前面設計的擺線輪齒廓線數據生成相應的修砂輪的 G 代碼數控程序,執行修砂輪程序直到完全修出所設計的形狀。對于成形磨削而言,擺線輪的齒形完全取決于砂輪的形狀,所以必須重視該步驟。
( 3) 然后是激活對刀設置模塊開始執行對刀功能,此機床只是執行最后的精加工工序,工件在加工之前就已經進行了粗加工,毛坯上已經有大概的擺線齒形了,只留下了少部分余量以便于提高加工效率。但是值得注意的是,由于毛坯上的余量較少,對刀時必須盡量對正對準確,以避免出現擺線輪外徑尺寸已經到位了,還有部分齒面沒有完全磨到,這將給零件的齒形輪廓度和表面粗糙度帶來極大的損害。
因此,既要在對刀之前將砂輪形狀完全修整,也要保證對刀的準確度。
(4) 當前面所有的工作都確保無誤之后,就可以激活研磨模塊執行擺線輪研磨功能了。首先在該界面上設置好磨削用量: 研磨趟數、切量、研磨轉速、進給速度以及修砂頻率和修砂增量等參數。這些參數一定要合理設置,因為這些參數會直接在 G 代碼數控程序中使用。
換言之,當 G 代碼數控程序準確無誤時,最終加工產品的質量很大部分依賴于磨削用量的合理程度。因為磨削特別是高精度磨削加工相對于刀具加工穩定性和加工效率稍差,磨削時作為刀具的砂輪自身也在損耗,進而導致砂輪輪廓發生變化,影響零件的輪廓度和加工效率。
所以參數設置得越合理,擺線輪的精度將會越高,反之亦然。當參數設定好之后,點擊右下角的傳送按鈕,即可生成執行該功能的 G 代碼數控程序。啟動數控機床,首先將會執行 O999 主程序,接著通過外部子程序調用磨削軟件生成的 O0006 號子程序和 O0002 號子程序對系統中所用到的宏變量進行初始化,其中對#101 賦值 2。接著執行 O0007 號子程序,該程序具體內容如下:
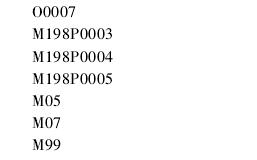
可以看到在 O0007 號子程序中再次進行了外部子程序的調用。通過分析,O0003 號子程序和 O0004號子程序分別是執行砂輪修整和對刀時所執行的 G代碼,而現在是執行研磨功能,所以這兩個子程序并沒有實質性的執行語句。接著執行 O0005 號子程序,該程序才是執行研磨功能的具體 G 代碼。
如下所示是研磨 4 號齒的程序段:
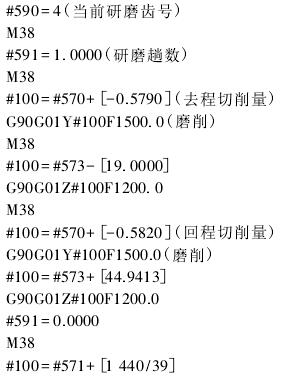
G90G01A#100F500.0 ( 擺線輪轉動一個齒的角度為磨削下一個齒做準備)
4 、結束語
當需要加工的零部件的 G 代碼程序特別復雜使得數控系統自帶功能無法滿足需求時,通過自己開發的輔助制造軟件,根據設計好的零件輪廓直接生成 G代碼程序并被數控系統直接讀取進行生產加工,可以減輕工人的編程工作量,提高生產效率。因此編寫好的輔助制造軟件對于提高生產效率和產品質量是非常重要的,特別是對于加工具有復雜曲面輪廓并且要求輪廓度誤差較小的零部件顯得尤為重要。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

