控")



摘 要:采用西門子611U單軸數(shù)控與S7-300 PLC進行PROFIBUS通訊,編寫PLC通訊程序,并在西門子操作面板上開發(fā)人機界面,實現(xiàn)對壓裝深度值的實時顯示和在線修改,解決壓裝深度調(diào)整修改困難、時間長和質(zhì)量風險問題。
1. 引言
壓裝深度一直是伺服壓裝設備的技術(shù)關(guān)鍵,設置固定的壓裝深度不能滿足所有壓裝的工藝和質(zhì)量要求,經(jīng)常需要頻繁調(diào)整和修改。而一般的壓床沒有設置調(diào)整導管的壓裝深度的人機界面。當壓裝深度不滿足工藝要求時,只能通過編程器與611U數(shù)控聯(lián)機才能修改數(shù)控壓裝參數(shù)。一是這種方法操作難度較大,時間長,同時需要專業(yè)的自動化工程師來操作修改;二是修改值不能直接反應到人機界面上,有極大的質(zhì)量風險。為了更方便的在最短時間內(nèi)完成深度調(diào)整工作,在操作面板上開發(fā)增加一個壓裝深度調(diào)整界面,實現(xiàn)在人機界面上直接修改壓裝深度成為必要。
2、611U數(shù)控系統(tǒng)數(shù)據(jù)通訊格式
西門子611U數(shù)控系統(tǒng)通過PROFIBUS-DP總線與S7-300 CPU上的DP口來實現(xiàn)數(shù)據(jù)通訊,通訊采用RS485接口及支持9.6k~12Mbps波特率的高速數(shù)據(jù)傳輸,其中數(shù)據(jù)的報文頭尾主要是用于規(guī)定數(shù)據(jù)的功能碼、傳輸長度、奇偶校驗、發(fā)送應答等內(nèi)容,主從站之間的數(shù)據(jù)讀寫核心是參數(shù)接口(簡稱PKW)和過程數(shù)據(jù)(簡稱PZD)。
PKW參數(shù)區(qū)域,用于讀、寫參數(shù)值;PZD過程數(shù)據(jù)區(qū)域,包括控制字、設定值、狀態(tài)字和實際值。如果PLC需要通過總線來讀、寫數(shù)控系統(tǒng)中的某個參數(shù),就需要用到PKW區(qū)域;如果PLC要通過總線來控制數(shù)控系統(tǒng)運行或者讀取數(shù)控系統(tǒng)當前各種狀態(tài)值等就要用PZD區(qū)域。PKW和PZD的數(shù)據(jù)通訊格式共有五種:PPO1、PPO2、PPO3、PPO4、PPO5,其傳輸?shù)淖止?jié)長度及結(jié)構(gòu)形式各不相同。在PLC和611U數(shù)控系統(tǒng)的通訊方式配置時要對PPO進行選擇,每一種類型的結(jié)構(gòu)形式如表1。
表1 PKW和PDZ數(shù)據(jù)通訊格式類型的結(jié)構(gòu)形式
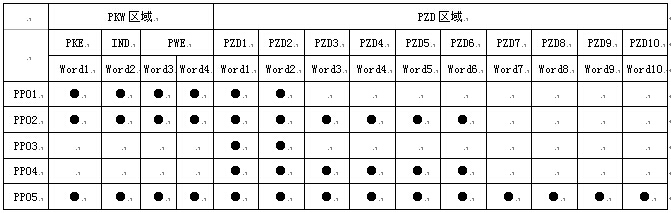
以上5種不同的PPO類型是用不同的數(shù)據(jù)長度選擇的,而數(shù)據(jù)長度是由數(shù)控系統(tǒng)在自動化運行環(huán)境中需要完成的任務決定的。例如:PPO3和PPO4中不包含PKW區(qū)域數(shù)據(jù),所以只能用于進行過程控制,不能對數(shù)控參數(shù)進行讀寫。
參數(shù)區(qū)域PKW的數(shù)據(jù)結(jié)構(gòu)如下:PKE為一個字,0~10位是寫待讀寫的參數(shù)號;第11位是系統(tǒng)預留位;12~15位是寫作業(yè)報文ID號。
PKW區(qū)的第二個字IND,0~7位是表示子參數(shù)號也就是索引號;8~15位是系統(tǒng)預留位。
PWE為兩個字存放參數(shù)值。總線數(shù)據(jù)傳輸作業(yè)過程是:首先由PLC將作業(yè)報文ID發(fā)送到611U數(shù)控系統(tǒng)中,然后系統(tǒng)讀取到作業(yè)ID后根據(jù)作業(yè)ID的任務來更新(讀取或者寫入)參數(shù)區(qū)域的參數(shù)值,最后611U數(shù)控系統(tǒng)發(fā)給PLC一個與作業(yè)ID相對應的響應ID,PLC讀取到響應ID后,就說明參數(shù)讀寫作業(yè)已完成。
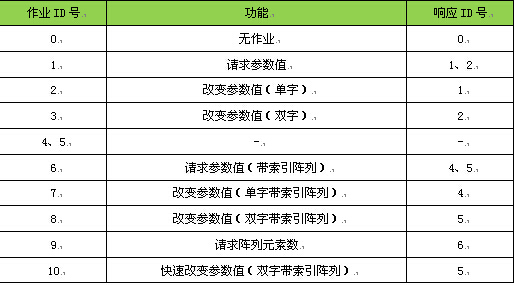
系統(tǒng)作業(yè)ID,其系統(tǒng)參數(shù)有幾種不同的形式,包括單字節(jié)參數(shù)、雙字節(jié)參數(shù)、另外還有帶索引下標的陣列參數(shù)等,對于不同的參數(shù)其讀寫方式也不一樣,不同參數(shù)的讀寫作業(yè)ID如表2。
表2 不同參數(shù)的讀寫作業(yè)ID
與作業(yè)ID號相對應的ID如表3。
表3 與作業(yè)ID號對應的相應ID

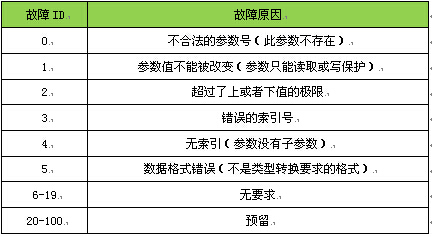
作業(yè)執(zhí)行過程中如果出現(xiàn)錯誤導致作業(yè)無法完成,則系統(tǒng)返回ID號為7,具體錯誤類型代碼放在參數(shù)區(qū)的第四個字,代碼含義如表4。
表4 故障代碼含義
3、數(shù)控系統(tǒng)中導管壓裝程序塊格式
在611U數(shù)控系統(tǒng)中,壓裝導管的程序塊使用的是基本的定位指令。每個驅(qū)動軸最多可獨立編程達64個移動程序段,程序保存在參數(shù)中。一個程序段包含程序段號、指令、指令參數(shù)、方式、位置、速度、加速度修調(diào)、減速度修調(diào)和結(jié)束方式,如表5。
表5 基本定位指令程序段格式

上面程序段段號為3,PLC調(diào)用3號程序時,這段定位程序執(zhí)行。定位程序無指令參數(shù),方式選擇有兩種:ABSOLUTE為絕對位置定位方式;RELATIVE為相對位置定位方式。定位目標位置為200.000mm,運動速度為1500mm/min,加速度和減速度都為100%。程序段的結(jié)束方式一共有三種:END、CONTINUE WITH STOP、CONTINUE WITH FLYING:
END方式下程序運行完這個程序段后,就結(jié)束;
CONTINUE WITH STOP方式下程序運行完這個程序段后,軸減速停止,然后繼續(xù)執(zhí)行下一個程序段;
CONTINUE WITH FLYING方式下程序運行完這個程序段后,軸不停止,然后繼續(xù)執(zhí)行下一個程序段,后兩種方式程序段如表6;
表6 CONTINUE WITH方式下程序段

上面兩段程序執(zhí)行過程中,速度與時間的曲線圖如圖1。
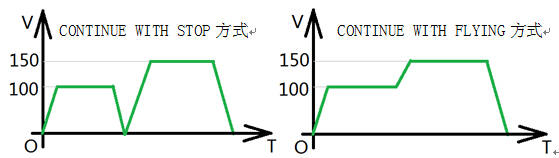
圖1 兩種方式下速度與時間的曲線圖
從上面的曲線圖中可以直觀的看出CONTINUE WITH STOP方式和CONTINUE WITH FLYING方式的區(qū)別。
4、數(shù)控系統(tǒng)中導管壓裝程序塊對應的參數(shù)
在611U數(shù)控系統(tǒng)中,每一個程序塊中的每一項都對應著一個參數(shù),程序塊可以通過參數(shù)來修改,因此PLC通過總線數(shù)據(jù)的傳遞即可更改這些參數(shù),實現(xiàn)PLC更改數(shù)控程序。
與程序塊對應的參數(shù)為80—87號,對應關(guān)系如表7。
表7 參數(shù)80-87對應關(guān)系

在611U數(shù)控系統(tǒng)中每個驅(qū)動軸有64個程序段,如何與64套單獨的參數(shù)相對應,系統(tǒng)通過索引下標區(qū)分這64個程序段對應的參數(shù),即80—87號每個參數(shù)都要帶一個索引下標,下標范圍為0—63,共64個,用來區(qū)分不同的程序段。每一個程序段的每一個信息都有一個參數(shù)與之對應,PLC通過總線可以更改任意一個程序段的任何信息。
本機床需要更改壓裝導管的深度位置,必須知道壓裝導管程序中壓裝深度位置對應的參數(shù),因壓床可以對兩種類型的零件進行壓裝,所以壓裝兩種類型的導管也有兩個程序,在611U程序塊中對應的是3號程序和13號程序,壓裝深度位置對應的參數(shù)是81號參數(shù),因此要更改壓裝深度就要從PLC中更改參數(shù)81:3和參數(shù)81:13這兩個(3和13是參數(shù)81的索引下標)。
5、PLC讀寫數(shù)控壓裝深度參數(shù)的功能塊設計
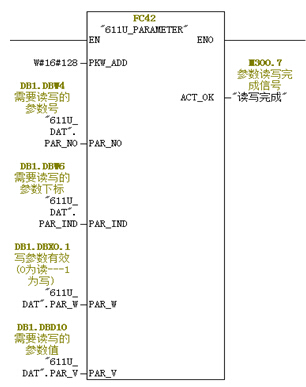
考慮到程序應用的通用性,采用模塊化編程,設計出參數(shù)讀寫用的功能塊FC塊,通過功能塊接口變量進行參數(shù)傳遞,將數(shù)控系統(tǒng)地址、需要讀寫的參數(shù)號、參數(shù)索引地址等信息作為功能塊的接口變量,這樣通過調(diào)用同一個功能塊,寫入不同的接口變量就可以很方便的讀寫不同數(shù)控軸的不同參數(shù)。
首先確定參數(shù)讀寫FC的接口變量,IN輸入接口變量需要4個:PKW區(qū)域的起始地址;待讀寫的參數(shù)號;待讀寫參數(shù)的索引下標;讀或?qū)憳酥疚弧6x前三個接口變量的數(shù)據(jù)類型為INT整數(shù)型,第四個接口變量數(shù)據(jù)類型為BOOL位型,定義1為寫標志,表示PLC向611U數(shù)控系統(tǒng)寫數(shù)據(jù), 0為讀標志,表示PLC從611U讀數(shù)據(jù)。
壓裝深度參數(shù)數(shù)值需要定義到IN-OUT輸入輸出接口變量中,因在FC塊調(diào)用過程中,需要對該參數(shù)進行讀或?qū)憽?br />
為了判斷讀寫功能的完成情況,F(xiàn)C塊執(zhí)行參數(shù)讀寫任務完成以后,還需要反饋一個完成信號,因此在OUT輸出接口變量中定義一個讀寫完成信號。
FC程序塊的接口變量中還需要定義一些臨時變量,用于存放程序執(zhí)行過程中臨時用到的一些變量。參數(shù)讀寫需要用到系統(tǒng)功能塊SFC14、15,這兩個系統(tǒng)功能塊的接口變量里有ANY類型的參數(shù),需要一次對應8個字節(jié)的PKW區(qū)域所有,因此需要在臨時變量中定義:PKE兩個字節(jié)、IND兩個字節(jié)、PWE四個字節(jié)。另外還要定義兩個臨時變量來存放參數(shù)讀寫時的返回ID值,用來判斷參數(shù)讀寫完成后是否出錯:TypeRep一個字節(jié); SFC14、15執(zhí)行后的返回值:RET_V兩個字節(jié)。以上定義的接口變量如表8。
表8接口變量定義

通訊程序編寫時,先將需要讀寫參數(shù)的參數(shù)號及索引地址寫入PKW區(qū)域里的PKE和IND:
L #PAR_NO
T #PKE //寫入?yún)?shù)號
L #PAR_IND
T #IND //寫入?yún)?shù)下標
程序需要根據(jù)接口輸入變量PAR_W的狀態(tài)來判斷當前是讀參數(shù)還是寫參數(shù),然后跳轉(zhuǎn)到相應的程序段執(zhí)行:
A #PAR_W
JC _W //若為1則跳轉(zhuǎn)到寫參數(shù)程序段
從數(shù)控系統(tǒng)中讀出帶索引的參數(shù)值,作業(yè)ID號應該為6,需要將此ID號寫入PKE的高4位,用字或運算保留其他的位并且將高4位改為6;作業(yè)ID號6對應的返回ID應該為4號:
L W#16#6000 //讀參數(shù)作業(yè)ID號為6
L #PKE
OW //字或運算保留低12位
T #PKE //將作業(yè)ID號加入PKE中
L 4
T #TypeRep //讀參數(shù)返回ID應該為4
JU _C //直接跳轉(zhuǎn)到總線數(shù)據(jù)發(fā)送程序段
往系統(tǒng)中寫參數(shù)值的作業(yè)ID為8,返回ID為5,同時需要將寫入?yún)?shù)的數(shù)值寫到PWE中:
_W: NOP 0 //寫參數(shù)程序段標號
L W#16#8000 //寫參數(shù)作業(yè)ID號為8
L #PKE
OW //字或運算保留低12位
T #PKE //將作業(yè)ID號加入PKE中
L #PAR_V
T #PWE //將寫入?yún)?shù)的數(shù)值寫到PWE
L 5
T #TypeRep //寫參數(shù)返回ID應該為5
相關(guān)讀寫參數(shù)填寫完成后,調(diào)用系統(tǒng)功能塊SFC15來向總線發(fā)送數(shù)據(jù),并對應寫入發(fā)送數(shù)據(jù)的總線地址、PKW區(qū)域的起始地址及長度:
_C: NOP 0
CALL SFC15 //往總線上傳送數(shù)據(jù)
LADDR :=#PKW_ADD //總線地址
RECORD :=P#L 0.0 BYTE 8 //PKW區(qū)域的起始地址及長度
RET_VAL:=#RET_V //SFC15執(zhí)行的返回值
讀寫命令發(fā)送到總線上由系統(tǒng)執(zhí)行,接著用系統(tǒng)功能塊SFC14從總線上讀出執(zhí)行的結(jié)果來判斷執(zhí)行情況、取回讀出的參數(shù)值等:
CALL SFC14 //從總線上讀入數(shù)據(jù)
LADDR :=#PKW_ADD //總線地址
RET_VAL:=#RET_V // SFC14執(zhí)行的返回值
RECORD :=P#L 0.0 BYTE 8 // PKW區(qū)域的起始地址及長度
數(shù)據(jù)讀出來后要進行處理分析,檢查返回的ID號是否與之前寫入#TypeRep的值相等,如果相等說明讀寫任務成功完成,讀出來的參數(shù)值有效可用,同時將讀寫任務完成信號接通:
L #PKE //取PKE區(qū)的數(shù)據(jù)
L 2#1111000000000000 //高4位數(shù)據(jù)保留其余清零
AW //字與運算
SRW 12 //右移12位分離出返回ID號(高4位)
L #TypeRep //前面賦值的返回值
==I //比較
JCN _AL //如果不相等,出錯跳轉(zhuǎn)
L #PWE //取出讀出來的參數(shù)值
T #PAR_V
SET
= #ACT_OK //讀寫任務完成信號
_AL: NOP 0
讀寫參數(shù)的功能塊編寫完成后,在主程序中調(diào)用功能塊就可以實現(xiàn)不同參數(shù)的讀寫功能,調(diào)用功能塊如下。
6、人機界面開發(fā)
人機界面開發(fā)采用Wincc flexible,變量地址表如表9。
表9人機界面變量地址表

開發(fā)后的人機界面,壓裝部位選擇、讀寫命令控制、寫入?yún)?shù)的輸入等都可通過面板上的按鍵完成,實現(xiàn)面板操作直接更改611U數(shù)控系統(tǒng)的壓裝參數(shù),更改壓裝深度,人機界面如圖2。
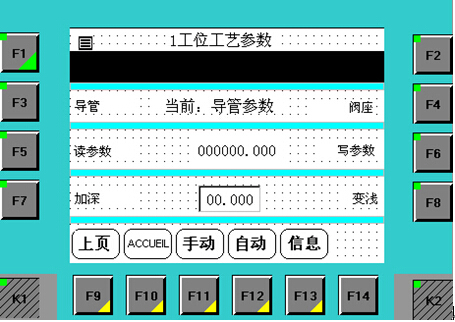
圖2 人機界面
7、結(jié)束語
改進后的人機界面使得原來只有通過編程器才能修改的壓裝深度值,能夠直觀的顯示當前設定的壓裝深度值,不僅可以直接在人機界面上修改,而且減輕了現(xiàn)場自動化工程師的工作量,同時還使得工藝人員可以對壓裝深度方便、直接的掌控,給操作和維修人員帶來了極大便捷,有效的控制了壓裝質(zhì)量,降低了質(zhì)量風險。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況