


摘 要: 利用工業(yè) CT 技術(shù)對某型航空發(fā)動機數(shù)控系統(tǒng)的總溫傳感器故障件進行了檢測,從而無損、高效、準(zhǔn)確地檢測到故障點,并利用其提供的傳感器內(nèi)部信息對故障原因進行了分析,采取了相應(yīng)的改進措施。通過環(huán)境試驗驗證了改進措施的有效性,表明該型傳感器的可靠性得到了顯著提高。因此,工業(yè) CT為機載傳感器的故障檢測提供了一種行之有效的新途徑、新思路,可以在其可靠性提升上推廣應(yīng)用。
關(guān)鍵詞: 工業(yè) CT; 機載傳感器; 故障檢測; 可靠性
0 引 言
現(xiàn)代航空發(fā)動機正朝著高溫、高壓、高轉(zhuǎn)速的方向發(fā)展[1],其上愈加惡劣的工作環(huán)境不可避免地對數(shù)控系統(tǒng)中傳感器的穩(wěn)定工作產(chǎn)生不利影響,導(dǎo)致傳感器故障發(fā)生,進而干擾控制系統(tǒng)使發(fā)動機性能下降[2]。因此,提高傳感器的可靠性對發(fā)動機安全、可靠工作極為重要。通過對傳感器故障件的科學(xué)診斷,探索其失效機理,將有利于傳感器的迭代設(shè)計,進而不斷提升可靠性。傳統(tǒng)的傳感器故障檢測方法存在下列局限性: 1) 無損檢測時,一般采用 X 射線機,僅適用于對傳感器的金屬結(jié)構(gòu)進行觀察,非金屬部分無法清晰顯現(xiàn)。且一般只能二維成像,無法三維立體顯示。2)破壞性觀察。對故障件進行分解以查找故障點,容易造成故障點在分解過程中被破壞而無法定位。
工業(yè) CT 技術(shù)能清晰、直觀、準(zhǔn)確地呈現(xiàn)被檢測物體內(nèi)部的結(jié)構(gòu)( 包括金屬及非金屬部分的三維信息可視化) 、密度變化以及缺陷的性質(zhì)、位置和大小。在工業(yè)、農(nóng)業(yè)領(lǐng)域有著廣泛的應(yīng)用[3 ~ 7]。工業(yè) CT 的上述特點,使其成為傳感器故障無損、準(zhǔn)確、高效和全方位檢測行之有效的手段之一,對傳感器可靠性的提升具有重要作用。
本文針對某型航空發(fā)動機數(shù)控系統(tǒng)的高壓壓氣機進口總溫傳感器的故障現(xiàn)象,利用工業(yè) CT 技術(shù)對其進行了無損檢測,從而快速、準(zhǔn)確地定位到故障點,并利用其提供的傳感器內(nèi)部信息對故障原因進行了分析,采取了相應(yīng)的改進措施。最后通過試驗驗證了改進措施的有效性,結(jié)果表明該傳感器的可靠性得到了顯著提高。
1 、故障描述
某型航空發(fā)動機數(shù)控系統(tǒng)的高壓壓氣機進口總溫傳感器( 以下簡稱“傳感器”) ,為鎧裝薄膜鉑電阻式溫度傳感器。其核心部件為感溫元件,結(jié)構(gòu)示意圖如圖 1 所示,主要由不銹鋼外殼、薄膜鉑電阻、轉(zhuǎn)接導(dǎo)線、墊塊等組成,其中薄膜鉑電阻的引線與轉(zhuǎn)接導(dǎo)線采用火焰硬釬焊連接。
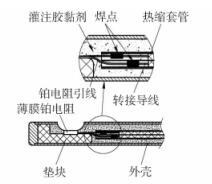
圖 1 感溫元件結(jié)構(gòu)示意圖
傳感器的故障為在使用過程中,出現(xiàn)輸出跳變。根據(jù)傳感器的結(jié)構(gòu)特點,可以推斷傳感器內(nèi)部存在接觸不良現(xiàn)象。但受制于前期的故障檢測手段,始終未能準(zhǔn)確地定位故障點,無法對傳感器進行結(jié)構(gòu)和工藝上的改進,嚴(yán)重影響了傳感器的可靠性提升。
2 、CT 故障定位
2. 1 檢測設(shè)備與試驗條件
傳感器故障件檢測設(shè)備采用的是通用電氣公司( GE)生產(chǎn)的 X 射線高分辨率微焦點工業(yè) CT 系統(tǒng)。該系統(tǒng)具備180 kV 微焦點定向式 X 射線管,細節(jié)分辨能力可達 1 μm;高對比度的 14 位數(shù)字平板式探測器,分辨率( 像素大小)200 μm × 200 μm。系統(tǒng)可以獲得各種大小試件的高精度3D 信息。
試驗時,利用微焦點錐束 CT 對傳感器故障件進行檢測。為獲得高分辨率 CT 圖像,微焦點 X 射線源采用了低功率以獲得更小的焦點尺寸,調(diào)節(jié)射線源至故障件的距離以實現(xiàn)高比例放大成像。故障件斷層掃描間距為 0. 05 mm,通過計算機斷層掃描后,利用 CT 數(shù)據(jù)采集和圖像重建軟件得到故障件特定的截面圖像。
2. 2 檢測結(jié)果與分析
工業(yè) CT 是基于不同密度的物質(zhì)對 X 射線的衰減系數(shù)不同,從而在重構(gòu)圖像中顯示不同的灰度差異,進而分辨不同的物質(zhì)。因此,傳感器內(nèi)部的金屬部分( 如鉑電阻引線、導(dǎo)線) 、非金屬部分( 如熱縮套管、膠黏劑) 及空腔能很好的區(qū)分開來。
圖 2 是傳感器故障件的感溫元件部位在某一深度處的CT 縱向二維切片圖像。從圖中可以明顯地看到鉑電阻引線與轉(zhuǎn)接導(dǎo)線的焊點,以及在焊點根部的多股轉(zhuǎn)接導(dǎo)線上出現(xiàn)了一個斷點。由于未對故障件進行任何破壞性的觀察,因此可以確定該斷點是在工作過程中形成的。并且從圖中可以看出多股轉(zhuǎn)接導(dǎo)線呈松散狀態(tài)。
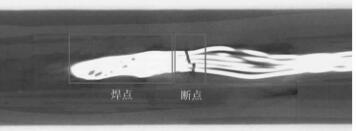
圖 2 感溫元件 CT 縱向切片圖
圖3 是傳感器故障件的感溫元件部位在上述斷點附近的 CT 橫向二維切片圖像。從圖中可以看出轉(zhuǎn)接導(dǎo)線在感溫元件內(nèi)的分布以及其周邊的灌膠狀況。該圖同樣顯示出轉(zhuǎn)接導(dǎo)線比較松散,部分小股線束已經(jīng)斷裂。此外,圖像中明顯有多處面積較大、顏色較深的部分( 例如圖中用白線圈出的區(qū)域) ,說明轉(zhuǎn)接導(dǎo)線周邊的灌膠不充分,有氣泡、空腔存在。

圖 3 感溫元件 CT 橫向切片圖
通過對圖 2 和圖 3 的上述分析可知,傳感器的故障點位于薄膜鉑電阻引線與轉(zhuǎn)接導(dǎo)線焊接點的根部,為轉(zhuǎn)接導(dǎo)線斷裂。通過進一步試驗排除了鉑電阻引線與轉(zhuǎn)接導(dǎo)線的火焰硬釬焊對導(dǎo)線強度的影響。因此,可以確定感溫元件內(nèi)的膠黏劑灌封不充分是導(dǎo)致導(dǎo)線斷裂的主要原因。在灌膠不充分的情況下,導(dǎo)線處于懸空狀態(tài),在使用過程中受振動作用發(fā)生晃動而發(fā)生疲勞斷裂,導(dǎo)致接觸不良,從而造成傳感器輸出跳變。值得一提的是感溫元件為手動灌膠,在生產(chǎn)過程中,來回推拉導(dǎo)線,造成多股導(dǎo)線松散,也是其發(fā)生斷裂的不利因素之一。
3、 改進措施
針對上述故障原因,為避免感溫元件內(nèi)手動灌膠造成灌膠不充分,一致性差、多股導(dǎo)線松散等缺陷,對感溫元件內(nèi)的灌膠工藝進行了改進。設(shè)計了自動灌膠系統(tǒng),并明確灌膠壓力和灌膠時間等工藝參數(shù)。該系統(tǒng)主要由精密點膠機和灌膠夾具兩部分組成,可以實現(xiàn)快速拆裝、控制打壓壓力,提高了生產(chǎn)效率,同時可以保證感溫元件灌膠的一致性。
4 、可靠性提升驗證
為驗證改進措施的有效性,判斷傳感器在改進灌膠工藝后,其可靠性是否得到大幅提升,不同操作人員利用自動灌膠系統(tǒng)分批制備了 20 只感溫元件,并將其裝配成完整產(chǎn)品。最后對上述 20 只產(chǎn)品進行了溫度沖擊、耐久振動和沖擊試驗。其中耐久振動按正常試驗時間的 2 倍進行,并同時施加溫度應(yīng)力。振動試驗全程監(jiān)控傳感器輸出電阻,未
出現(xiàn)跳變現(xiàn)象。試驗結(jié)束后,檢查試驗件外觀并測試性能,未出現(xiàn)異常,均滿足使用要求。同時利用工業(yè) CT( 檢測設(shè)備與試驗條件同上) 對試驗件進行了無損檢測。圖 4 是試驗后感溫元件內(nèi)鉑電阻引線與轉(zhuǎn)接導(dǎo)線的 CT 三維圖像。從中可以清晰、直觀地看到兩者完好無損,導(dǎo)線呈自然松弛狀態(tài)。
目前,改進灌膠工藝后的傳感器已大量生產(chǎn)并裝配發(fā)動機使用,傳感器在外場的故障率顯著下降。由此可見,改進措施是合理有效的,傳感器的可靠性有了顯著提升。
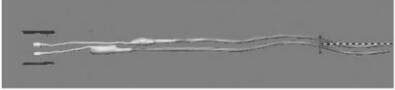
圖4 試驗后鉑電阻引線與轉(zhuǎn)接導(dǎo)線的 CT 三維圖像
將工業(yè) CT 技術(shù)全面推廣應(yīng)用至其他各型航空機載傳感器,實現(xiàn)對故障件故障點及產(chǎn)品出廠前狀態(tài)的無損檢測,取得了理想效果。以外場返回故障件的檢測為例,據(jù)公司
質(zhì)量信息管理系統(tǒng)統(tǒng)計,在使用工業(yè) CT 技術(shù)后故障件故障點的準(zhǔn)確檢測率有了顯著提高,具體見表 1。通過對故障件故障點的高準(zhǔn)確率定位,充分暴露產(chǎn)品的設(shè)計、工藝缺陷,
為后續(xù)產(chǎn)品的改進提供依據(jù),從而不斷提高產(chǎn)品的可靠性。
表 1 故障點檢測情況統(tǒng)計表

5 、結(jié) 論
本文利用工業(yè) CT 對航空機載傳感器故障件進行了無損檢測。結(jié)果表明: 通過工業(yè) CT 技術(shù)可以高效、準(zhǔn)確地確定故障點,并獲得清晰、直觀的傳感器內(nèi)部二維、三維信息。從而為傳感器的改進設(shè)計提供依據(jù)和方向,因而在傳感器的可靠性提升上有重要的應(yīng)用價值和推廣意義。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)