


高速拉床突變負載工況的液壓沖擊仿真分析
2018-10-23 來源:中南大學機電工程學院 作者:桂珍,柳波,劉琪,郭林林
摘要: 高速拉削因能夠得到較高的表面質量而逐漸在制造工藝中得到重用。拉削開始和結束時,拉削力是突變載荷,必然會對高速拉床的高壓大流量液壓系統造成壓力沖擊,引起速度波動,進而影響拉削的尺寸精度和表面質量。基于拉床負載特性,利用 AMESim 軟件對高速拉床液壓系統的拉削過程進行仿真,分析了高速拉床在突變負載工況下,液壓缸進油腔的壓力變化和主溜板速度及加速度的變化,并根據仿真結果改進液壓系統。結果表明: 在液壓缸的進油腔放置低壓蓄能器能有效降低系統啟動時的壓力沖擊; 利用突變負載反饋 PID 控制,可以有效降低拉削開始和結束時的壓力沖擊和速度波動。
關鍵詞: 高速拉床; 負載力; 壓力沖擊; 速度波動
0、 引言
拉床,是使用拉刀作為刀具加工孔類、齒輪、鍵槽和花鍵等成形表面的機床。工件經拉削后,具有較高的尺寸精度和表面質量。隨著制造技術的不斷發展,拉床速度不斷提高,經過大量的實驗證實,許多金屬材料在高速拉削的條件下,具有更高的尺寸精度和表面質量。目前,許多學者對高速拉削進行了研究和探討。姜雪梅對高速拉削工藝進行了分析和實驗,為獲取更高的表面質量提供了參考。倪敬等人對拉床雙缸進行 IPSO-PID 伺服驅動,解決了雙缸同步驅動問題。劉建強等人對高速拉削力和拉削熱進行有限元分析,得出了齒升量對拉削力影響最大及速度對拉削溫度影響最大的結論。當前,研究較多的是電氣 -機械傳動的高速拉床,對液壓高速拉床探討較少,大多只是針對液壓元件進行分析和設計,沒有對其突變負載工況進行研究。
對于高速拉床,高壓大流量的液壓系統是其主要的動力源,所以液壓系統的穩定性對拉削的尺寸精度和表面質量有決定性作用。拉削開始和結束時,拉削力是突變載荷,必然會對高壓大流量液壓系統造成壓力沖擊,引起速度波動,影響液壓缸的密封性能,降低拉削的表面質量,因此,對高速拉床拉削過程中的液壓系統進行仿真分析,有較重要的工程意義和實用價值。本文以上拉式高速液壓拉床為主要研究對象,利用 AMESim 軟件建立液壓系統模型,分析拉削過程中液壓缸進油腔壓力特性、主溜板速度及加速度特性,并提出相應的系統改進方案。
1 、高速拉床速度和負載特性分析
1. 1 高速拉削的定義
當拉削一種金屬材料時,加工的表面質量與拉削速度呈現一定的關系: 第一階段,拉削速度從零開始提高時,材料表面質量下降,并形成鋸齒形切屑。第二階段,當拉削速度繼續提高,至某一數值后,材料表面質量不再下降,反而逐漸提高,鋸齒形切屑逐漸消失。而后,隨著速度不斷提高,材料表面粗糙度值逐漸減小,直至某一值后趨于穩定。第三階段,進一步提高拉削速度,材料表面質量快速下降,刀具磨損加快。由于每種材料的切削性能不同,適應的速度也不盡相同,所以高速拉削的“高速”定義不能按照拉削速度的絕對值來說明,而應該是使材料處于第二階段的拉削速度。即使有些材料的拉削速度在 10m/min 以下,只要該速度使得材料處于第二階段,就稱其為高速拉削。對于一般材料,如結構鋼,其高速拉削速度可達 30 ~ 60m/min 甚至更高。


1. 3 高速拉床負載特性分析
上拉式內拉床一般是刀具不動,工件隨著主溜板運動從而在拉刀上形成拉削效果。拉床啟動后,工件和主溜板跟隨液壓缸向上加速運動,直至預定速度后,開始勻速上升。由于加速行程短,目標速度大,所以主溜板需要較大的加速度,這會使液壓缸有較大的慣性負載,引起進油腔壓力變化。工件和主溜板勻速上升時,液壓缸所受的負載力為主溜板、工件和液壓缸活塞桿的合重力 G。當液壓缸到達一定高度后,工件接觸固定拉刀,開始拉削。拉削過程中,液壓缸所受的負載力為合重力 G 與拉削力之和。隨著參與工作的拉削齒數量迅速增加,拉削力極速上升,直至最多的拉削齒參與拉削,此時拉力達到最大,液壓缸所受的負載力也達到最大。但是由于拉削齒數量的微小變化,拉削力出現一定的波動。拉削結束時,拉削齒退出工件,拉削力迅速降為零,此時液壓缸負載力突然減小,使進油腔壓力迅速減小。
2 、高速拉床建模
2. 1 高速拉床液壓系統
根據實際生產要求,基于 L55720 型機床,設計最大拉 削 速 度 為 60m/min,即 1m/s,最 大 拉 削 力 為100k N。拉刀長度為 1 000mm,進刀行程為 100mm,退刀行程為 150mm。高速拉床液壓系原理如圖 2 所示。
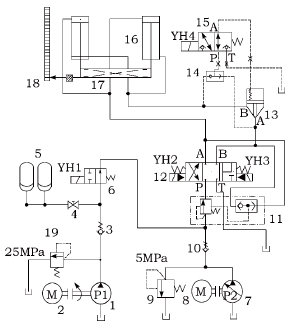
圖 2 高速拉床液壓系統原理圖
1. 高壓泵 2、8. 電動機 3、10. 單向閥 4. 截止閥 5. 高壓蓄能器6. 二通換向閥 7. 低壓變量泵 9. 低壓溢流閥 11. 壓力補償閥12. 電磁比例換向閥 13. 二通插裝閥 14. 梭閥 15.二位三通閥16. 液壓雙缸 17. 主溜板 18. 傳感器 19. 高壓溢流閥
在拉削過程中,由于負載力較大,而且拉削速度快,需要向液壓系統提供高壓、大流量的油液,所以由高壓泵 1 和兩個高壓蓄能器 5 供油。此時電磁比例換向閥 12 處于左位,二通換向閥 6 處于右位,二位三通閥 15 處于左位,二通插裝閥 13 的背壓口泄油,其 A、B口相通。油液經過電磁比例換向閥 12、二通插裝閥 13到達液壓雙缸 16 的下腔,即有桿腔,推動活塞上升,帶動主溜板和工件向上運動。此時,系統壓力較高,低壓變量泵 7 通過低壓溢流閥 9 卸荷。當主溜板下降時,系統由低壓變量泵 7 供油。液壓油經過電磁比例換向閥 12 到達液壓雙缸 16 的無桿腔。有桿腔的液壓油經過二通插裝閥 13 及電磁比例換向閥 12 的 P 型機能,與低壓變量泵 7 的油液匯合流回液壓雙缸 16 的無桿腔中。同時,高壓泵1 向兩個高壓蓄能器 5 供油,使其充能,為下一次拉削作準備。表 1 所示為高速拉床液壓系統主要技術參數。
2. 2 高速拉床液壓系統數學模型
本文研究的高速拉床液壓系統是通過電磁比例換向閥控制非對稱液壓缸的運動方向,其基本模型為閥控非對稱缸模型。本文主要分析高速拉床液壓系統拉削工作過程的動態。

表 1 高速拉床液壓系統主要技術參數

2. 3 高速拉床
AMESim 模型根據上述對高速拉床液壓系統的分析,在拉削過程中,系統由高壓泵和兩個高壓蓄能器供油,電磁比例換向閥處于左位,二通插裝閥的 A、B 口相通。高速拉床拉削過程的液壓系統 AMESim 模型如圖 3 所示。圖 3 中,使用液壓缸 8 來模擬拉床的主油缸,質量塊 9 模擬液壓缸活塞桿的等效質量。負載力 10 模擬拉削過程的拉削力。按勻加速運動預估拉刀達到最大速度的時間為 0. 2s,為了便于觀察結果,設置拉削力在拉削開始 0. 3s 后用時 0. 02s 由 0 增加到最大值100k N,保持最大值 0. 4s 后,用時 0. 03s 降為 0。根據實際物理模型,設置電磁比例換向閥 6 主閥頻響為120Hz; 質量塊 9 的質量為 850kg,其與水平方向的角度為 90°( 表示豎直放置) ; 其他參數與液壓系統參數相同。根據軟件設置習慣,設置仿真步長為 0. 001s,仿真時間為 1. 2s。
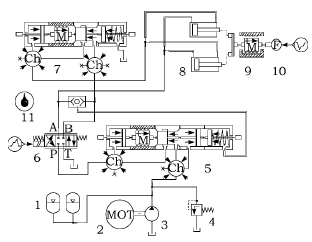
圖 3 高速拉床拉削過程的液壓系統
AMESim 模型1. 高壓蓄能器 2. 電動機 3. 高壓泵 4. 溢流閥 5. 壓力補償閥6. 電磁比例換向閥 7. 插裝閥 8. 液壓缸 9. 質量塊10. 負載力 11. 液壓油
2. 4 仿真結果分析
根據上述 AMESim 模型,在 AMESim 軟件中運行仿真,得到液壓缸進油腔壓力曲線( 如圖 4 所示) 、主溜板速度及位移曲線( 如圖 5 所示) 及主溜板的加速度曲線( 如圖 6 所示) 。從圖 4 中分析可知,系統啟動時,液壓缸進油腔壓力峰值是正常空載壓力的近 3 倍,液壓缸壓力沖擊大,會引起噪聲和振動,并給液壓缸密封元件帶來不利影響。拉削開始和結束時,液壓缸進油腔壓力瞬間增大和瞬間減小,產生壓力沖擊和空穴現象,均會影響液壓缸壽命。由圖 5 中分析可知:主溜板啟動不平穩,速度波動較大,會產生抖動; 速度波動時間長,達到穩定速度的行程較長,為0. 162m,比預定的進刀行程 100 mm,即 0 . 1 m 長。 拉削開始時,主溜板速度瞬間降低,產生遲滯現象,使零件加工時產生鋸齒形切屑,材料的表面粗糙度值增大,尺寸精度降低,廢品率增加。
拉削結束時,主溜板速度瞬間增大,出現突跳,影響主溜板兩端的平衡,從而影響拉削精度。由圖 6 中分析可知: 系統啟動時,主溜板的瞬時加速度絕對值超過了 100m /s2,加速度過大會影響液壓x的密封性能,甚至破壞拉床結構;拉削開始和結束時,加速度波動幅度大,直接影響了拉削的穩定性。
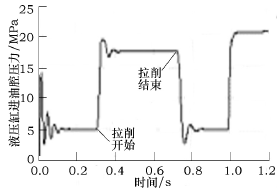
圖 4 液壓缸進油腔壓力曲線
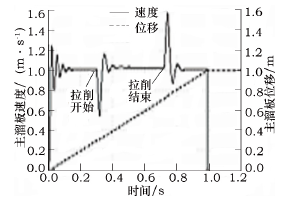
圖 5 主溜板速度及位移曲線
3、 系統改進
3. 1 系統改進
由圖 4、圖 5 及圖 6 中分析可知,系統啟動時壓力沖擊較大,速度波動時間長。系統中雖然有高壓蓄能401器,但是由于高壓蓄能器是動力源,不能吸收沖擊,所以拉削開始和結束時,速度波動較大,影響拉削的尺寸精度。根據以上分析,對液壓系統進行改進,改進后的液壓系統如圖 7 所示。
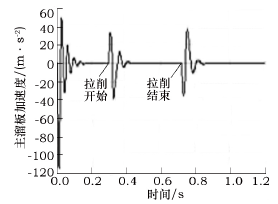
圖 6 主溜板加速度

圖 7 改進后的液壓系統
1. 高壓蓄能器 2. 電動機 3. 高壓泵 4. 溢流閥 5. 壓力補償閥6. 電磁比例換向閥 7. 插裝閥 8. 液壓油 9. 低壓蓄能器 10. 液壓缸11. 位移傳感器 12. 質量塊 13. 力傳感器 14. 負載力 15. PID 控制器
由于高速拉床液壓系統空載時液壓缸進油腔壓力遠小于拉削時的壓力,故在圖 7 中可以利用低壓蓄能器 9 吸收液壓缸啟動時的壓力沖擊。根據系統正常啟動后的空載壓力,設置低壓蓄能器的充氣壓力為4MPa,工作壓力為 5MPa; 根據蓄能器吸收能量與超調能量相平衡的原則,計算得到低壓蓄能器的體積為5L。系統處于拉削狀態時,低壓蓄能器不能與主油路連通,否則高壓系統會向低壓蓄能器充液,破壞低壓蓄能器,所以需要利用位移傳感器 11 反饋主溜板的位移來控制低壓蓄能器的接入狀態。拉削開始及結束時,由于負載力變化大且快,導致液壓缸速度波動大,所以需要根據負載力的變化補償主閥閥芯的位移量,以滿足速度穩定所需的流量,故在系統中增加 PID 控制器 15。根據式( 9) 計算及試湊法可以得到,當 PID控制器中的比例系數 Kp= 3,積分系數 Ki= 2,微分系數 Kd= 10. 3 時,系統狀態能達到最優。
3. 2 改進后系統仿真分析
仿真設置與改進前仿真設置保持一致。改進前后液壓缸進油腔壓力對比曲線如圖 8 所示。
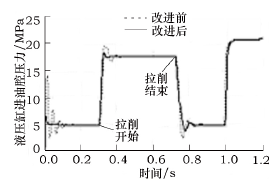
圖 8 改進前后液壓缸進油腔壓力對比
由圖 8 中分析可知,改進后系統啟動時,由于低壓蓄能器吸收沖擊,液壓缸進油腔壓力波動明顯減小,此時壓力峰值為 7. 33MPa,比改進前的峰值 13. 81MPa減少了 6. 48MPa。相對正常空載壓力 4. 95MPa,波動幅度減少了 131. 1% ,從而使噪聲源明顯減弱。而且,波動時間短,改進后的系統,啟動 0. 032s 后壓力基本穩定,比改進前的 0. 172s 縮短了 0. 140s,可以使系統快速進入穩定狀態。拉削開始和結束時,由于根據負載力變化對主閥閥芯位移量進行了補償,液壓缸進油腔壓力波動明顯減小,拉削開始時進油腔壓力波動由10. 5% 降為 4. 1% ,拉削結束時由 46. 5% 降為22. 1% ,可降低油液對液壓缸的沖擊,增加密封元件的壽命。改進前后主溜板速度及位移對比如圖 9 所示。

圖 9 改進前后主溜板速度及位移對比
由圖 9 中分析可知,改進后系統啟動平穩,速度基本無波動,位移為 0. 079m 時,速度基本穩定在1. 01m/501s 左右,達到穩定速度的行程小于預定的進刀行程100mm,即 0. 1m,給調整刀具留有一定空間。拉削開始后,在 PID 控制下,將負載力的變化傳遞給主閥,增加主閥閥芯的位移量,補償由于負載力增大產生的遲滯現象,使液壓缸速度波動減小,此時的最低速度為0. 93m / s,波動幅度由原來的 46. 6% 降為 9. 7% ,使拉削速度盡可能保持在高速拉削的范圍內,減小鋸齒形切屑形成的幾率,保證拉削的表面質量。改進后的系統,速度波動時間為 0. 102s,比改進前的波動時間0. 140s 大幅減小,減小了主溜板的抖動時間。拉削結束時,負載力突然減小,PID 控制使主閥閥芯位移量減小,從而減小液壓系統流量,避免液壓缸出現較明顯的突跳現象,這階段波動行程約 0. 140m,小于預定的退刀行程 150mm,即 0. 15m,使主溜板在停止前能平穩運行。改進前后主溜板加速度對比曲線如圖 10 所示。
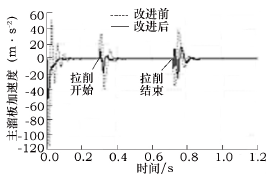
圖 10 改進前后主溜板加速度對比
由圖 10 中分析可知,改進前的主溜板啟動加速度絕對值高達 112. 86m/s2,而改進后的加速度降低了一半,其絕對值最大為 52. 25m/s2,減小了對液壓缸密封元件的沖擊,可增加密封元件的壽命。改進前,拉削開始 和 結 束 時 的 加 速 度 絕 對 值 最 大 分 別 達 到37. 76m / s2和 35. 73m/s2,而改進后的加速度也都明顯降低,其絕對值最大分別為 17. 57m/s2和 25. 77m/s2,分別減小了 53. 5% 和 27. 9% ,增加了拉削穩定性,減小了拉削速度的波動,使拉削速度盡量保持在高速拉削的范圍內,從而保證其表面質量,減少廢品率。
4 、實驗驗證
雖然仿真分析能在很大程度上呈現出系統的動態特性,但是仿真模型是將物理模型簡化和理想化,并作出一系列假設得到的,所以還需要用實驗驗證仿真結果的合理性和正確性。利用 L55720 型機床進行改裝,組成了高速拉床實驗樣機,如圖 11 所示。實驗以最大速度拉削 45 鋼為例,液壓缸進油腔壓力與主溜板速度實驗曲線分別如圖 12、圖 13 所示。將兩個曲線分別與圖 8、圖 9 的曲線對比經分析可知,整個拉削過程中,液壓缸進油腔的壓力變化和主溜板速度變化趨勢均與其對應的仿真結果基本一致。特別是在系統啟動、拉削開始和結束時,兩者的變化與其對應的仿真結果基本一致,只是實驗的波動幅度比仿真結果略大,這主要是因為仿真分析將液壓管路、液壓缸等理想化,而實際情況并非如此。在平穩拉削過程中,液壓缸進油腔壓力和主溜板速度都有一定波動,這主要是由于拉削過程中實際拉削齒數量變化導致拉削力變化造成的,而仿真中則假設拉削力不變。整體而言,仿真結果比較符合實際工況,較真實地反映了高速拉床在突變負載工況下的動態特性。

圖 11 高速拉床實驗樣機
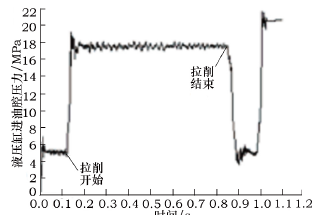
圖 12 液壓缸進油腔壓力實驗曲線
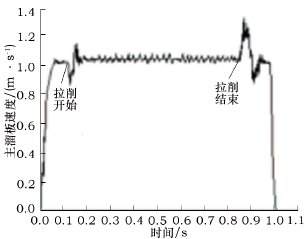
圖 13 主溜板速度實驗曲線
5、 結語
1) 本文通過對高速拉床液壓系統仿真分析可知:系統啟動壓力波動大,波動時間長,不能快速進入穩定狀態; 拉削開始時速度降低較明顯,易產生鋸齒形切屑,影響拉削精度; 拉削結束時,速度明顯上升,出現突跳現象。
2) 對系統進行改進: 利用液壓缸行程反饋控制低壓蓄能器吸收系統啟動沖擊,能有效降低液壓缸進油腔壓力波動、噪聲和振動,避免對液壓缸密封元件產生較大破壞,減小波動時間,使液壓缸快速穩定地達到預定速度,為拉削工作做好準備; 通過 PID 控制將負載力的變化反饋到主閥閥芯的位移上,使液壓系統的流量得到補償,降低液壓缸的壓力沖擊和速度波動。結果表明: 系統改進后,拉削開始時,速度波動明顯減小,速度基本保持在高速拉削的范圍內,可以避免產生鋸齒形切屑,從而保證拉削的尺寸精度和表面質量,減少廢品率; 拉削結束時,有效減少了主溜板的突跳現象,避免產生空穴現象而影響液壓缸密封元件的壽命。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

