


摘 要: 針對梯形螺紋的加工問題,研究數(shù)控程序編制方法。首先,基于 Edgecam 軟件提出了螺紋加工的編程思路,而后,論述了加工工藝設(shè)計和程序編制等關(guān)鍵技術(shù),利用 PCI 和 CODE 等二次開發(fā)語言編制了后置處理器程序,最后以某零件的梯形螺紋加工實例測試了方法的有效性,實現(xiàn)了螺紋制造的智能化和快速化,為其他智能編程提供了借鑒。
關(guān)鍵詞: 梯形螺紋加工; 數(shù)控編程; Edgecam; PCI; CODE
螺紋是機械零件的典型結(jié)構(gòu),牙型有三角形、矩形、梯形和圓弧形等。常見的普通三角形螺紋牙型角是 60°,可在數(shù)控車床上加工,加工程序由自動化的 CAM 編程軟件編制; 梯形螺紋主要用在調(diào)節(jié)傳動機構(gòu)上,精度高,但加工困難。現(xiàn)今的 CAM編程軟件無梯形螺紋自動編程功能,通常需要手工計算或利用計算機逐次構(gòu)造分析數(shù)據(jù)點,而后手工
程序代碼編寫,或利用宏變量編程,程序編制繁瑣且易錯。
Edgecam 是由 Vero 公司開發(fā)的智能數(shù)控車銑加工編程系統(tǒng) [1 - 2],客戶使用量居于獨立 CAM 系統(tǒng)前列,具有完備的客戶二次定制開發(fā)功能,可利用 JVASCRIPT、VB、VC + + 和 C#等語言開發(fā)復雜的交互界面,可基于工藝模型進行非交互自動制造特征識別和構(gòu)建并進行加工,能夠定制復雜機床的后置處理系統(tǒng),特別適合開發(fā)定制的自動化數(shù)控編程系統(tǒng)。
1 、關(guān)鍵技術(shù)及實現(xiàn)方法
1. 1 工藝設(shè)計
梯形螺紋的軸剖面為等腰梯形,具有左旋和右旋、內(nèi)螺紋和外螺紋、公制和英制、單線和多線等多種結(jié)構(gòu)形式。
典型加工工藝方法如圖 1 所示[3],其中 b 和 c為粗加工方式; a 和 d 方法本質(zhì)相同,區(qū)別在于刀具寬度不同,a 法每層螺紋循環(huán)路線有 2 個切削起點,切削 2 次; d 法每層螺紋循環(huán)路線有多個切削起點,切削多次。
系統(tǒng)采用混合層切法加工,切削軌跡同螺紋的外徑方向平行,向?qū)嶓w入體方向一層層加工。采用的車刀為梯形成形車刀,螺紋的牙槽兩側(cè)表面最終由 2 個副切削刃成形,即副切削刃的主偏角和副偏角與牙型角度匹配。
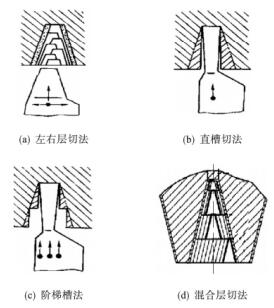
圖1 典型異型螺紋
1. 2 程序編制
在數(shù) 控 NC 程 序 中,螺紋切削代碼主要有G32、G92 和 G76 等 3 種形式。螺紋的切削路線通常采用封閉循環(huán)方式,而 G32 指令為單一指令,需要在每個指令前增加一條 G00 進刀指令,在每個指令后增加 1 條 G01 和 1 條 G00 退刀指令,代碼復雜; G90 為單一循環(huán)指令,前述 4 條加工路線由1 條指令實現(xiàn),加工完成后刀具回到循環(huán)起點,準備下一次加工; G76 為復合循環(huán)指令,由 2 個程序段組成,采用徑向斜進層切循環(huán),利用輸入的程序指令參數(shù)自動計算路線,代碼精簡,但不適合混合層切,故梯形螺紋編程時采用 G92 代碼。在 Edgecam下的梯形螺紋編程流程如圖 2 所示,系統(tǒng)盡可能利用原來的三角螺紋定義功能,局部改造后輸出梯形螺紋加工程序。功能開發(fā)完成后能夠與原來的正常三角螺紋和其他 CAM 定義功能無縫集成,一個工序定義中既可以加工正常螺紋,也可以加工梯形螺紋。另外,其他針對工序的平移、旋轉(zhuǎn)、移動和比例等變換操作依舊適用。
在梯形螺紋輸入層切參數(shù)模塊的同時,打開梯形螺紋加工開關(guān),如圖 3 所示。輸入的參數(shù)有: 螺紋槽底寬度 CK,螺紋車刀的頂面寬度 DK,螺紋 Z向的進刀 ZJJ。輸入后需要自動檢查數(shù)據(jù)的合理性,要求 CK≥DK,( DK - 2r - ε) ≤ZJJ,ε 為刀具間距余量; 當 CK = DK 時,ZJJ = 0。
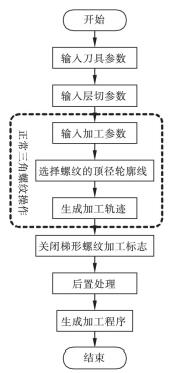
圖 2 梯形螺紋編程功能流程
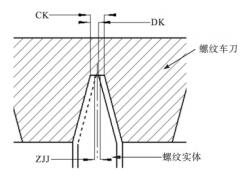
圖 3 梯形螺紋加工層切參數(shù)
利用二次開發(fā) PCI( Program Command Interface)語言和 VB. net 語言編寫程序?qū)崿F(xiàn)梯形螺紋的輸入層切參數(shù)定義,打開后置處理的螺紋 生成開關(guān),形成 CAM 操作定義,程序編制后的工序瀏覽器如圖 4 所示。
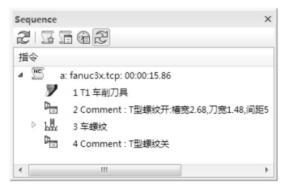
圖 4 梯形螺紋編程后工序瀏覽器
CAM 層切參數(shù)定義后,可以在工序視圖中雙擊具體的梯形螺紋開工序圖標更改定義的參數(shù)值。參數(shù)更改應(yīng)嚴格按照文字的順序和使用規(guī)則,如果格式錯誤將不能產(chǎn)生正確的 NC 程序。
1. 3 后置處理
Edgecam 不經(jīng)過生成類似 APT 語言的前置刀位文件后再生成具體數(shù)控機床使用的 NC 程序的典型流程,而是利用 CAM 操作調(diào)用機床后置處理器 TCP 接口文件直接生成 NC 程序。機床接口TCP 文件可以利用代碼向?qū)?CodeWizard 程序輔助生成,在 CodeWizard 中采用菜單交互式選擇方式,對機床總體參數(shù)進行設(shè)置,定制程序字的樣式,選擇具體的 NC 代碼樣式,定制代碼構(gòu)造器和輔助功能[4 - 5]。
通用主流數(shù)控系統(tǒng)和典型機床的后置處理器系統(tǒng)直接選用即可。對于特殊系統(tǒng)機床需要選擇一個相近機床,選擇 FANUC 0i 系統(tǒng)的 CodeWizard用數(shù)據(jù) CGD 文件,而后交互定制,對于復雜的功能需要利用后置處理編譯器 CODE 語言編寫程序,而后內(nèi)嵌到代碼向?qū)?CodeWizard 中的代碼構(gòu)造器中,方可生成適合加工的 NC 程序[6],具體定制算法如圖 5 所示。
2 、應(yīng)用實例
某零件的梯形螺紋如圖 6 所示,此零件先進行除螺紋外的其他工序加工,最后車削加工端頭的螺紋。螺紋加工時,編程坐標系設(shè)置在零件的右端面,切削外螺紋使用刀尖圓弧半徑為 0. 1 的 29°梯形外螺紋車刀,輸入層切參數(shù)值: 螺紋槽寬度 CK =268刀具寬度 DK = 1. 48,切削步距 ZJJ = 1. 2。
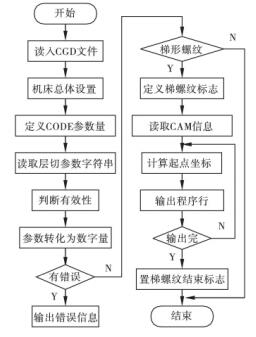
圖 5 后置定制算法
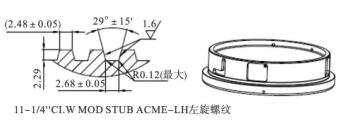
圖 6 典型梯形螺紋零件
生成的 FANUC 系統(tǒng)機床所用的加工程序( 部分) 如圖 7 所示,利用 VERICUT 進行仿真,其結(jié)果驗證了系統(tǒng)設(shè)計的正確性。經(jīng)過實際零件的切削加工,得到了合格的產(chǎn)品。
3 、結(jié) 論
基于 Edgecam 的梯形螺紋自動編程技術(shù)研究了梯形螺紋的數(shù)控程序編制方法,重點論述了加工工藝設(shè)計、程序編制和后置處理等關(guān)鍵性問題[7],完成了系統(tǒng)的開發(fā)并加工出了合格的產(chǎn)品,提高了梯形螺紋編程加工的效率,也為其他形式的異型螺紋的加工和其它產(chǎn)品的智能編程提供了借鑒作用。
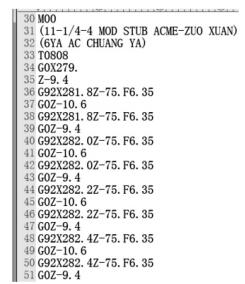
圖 7 梯形螺紋程序( 部分)
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)