


本文通過對(duì)影響氣缸加工質(zhì)量的原因進(jìn)行分析,討論了在機(jī)械加工過程中引起這些原因的要素及解決辦法,對(duì)深孔加工及孔口螺紋加工引起質(zhì)量問題的現(xiàn)象,包括振刀、加工表面質(zhì)量差等,從刀具的選用、參數(shù)設(shè)定、及時(shí)排屑方面做了具體分析說明,得出適合的加工條件及合理的加工方法。
1 、零件技術(shù)難點(diǎn)分析
1.1 零件材料難加工
氣缸材料為15-5PH馬氏體沉淀硬化不銹鋼,該鋼在時(shí)效過程中析出碳化物和金屬間化合物產(chǎn)生沉淀硬化,具有很高的強(qiáng)度和綜合力學(xué)性能。15-5PH韌性大,易產(chǎn)生粘附現(xiàn)象,形成積屑瘤,表面加工硬化現(xiàn)象尤為突出,不易斷屑,對(duì)刀片的材質(zhì)和槽型提出很高的要求。另外,零件內(nèi)孔尺寸及表面粗糙度要求非常高,零件剛性相對(duì)較差,加工難度大。
1.2 深孔加工難度大
零件主體結(jié)構(gòu)為深孔結(jié)構(gòu),該孔深徑比超過5,刀桿細(xì)長(zhǎng),刀具剛度低,并且刀桿直徑與孔徑差別較小,刀具與零件孔間間隙很小,不利于排屑,刀具剛度及排屑問題是影響加工質(zhì)量的兩個(gè)重要因素。
1.3 尺寸、形位公差要求高

1.4 零件剛性差
由于零件的左端有一處凸臺(tái),該凸臺(tái)的存在為零件的裝夾帶來了極大的不便,在加工零件的右端時(shí),只能夾持零件凸臺(tái)左端,使零件右端懸出過長(zhǎng),影響零件剛度,從而影響零件孔口螺紋的加工質(zhì)量。
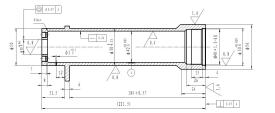
圖1 零件結(jié)構(gòu)示意圖
2 、擬定工藝方案
零件加工采用粗加工、半精加工、精加工的思路。針對(duì)孔的結(jié)構(gòu)以及尺寸精度,孔的加工采用如下加工方法:先用加長(zhǎng)鉆頭粗鉆孔,并用平底鉆頭擴(kuò)孔至φ40 mm,然后精鏜孔至尺寸φ41.8 mm,最后磨孔至最終尺寸,工藝路線見圖2所示。由于孔車削為深孔加工,加工難度較大,因此孔與孔口各尺寸(包括螺紋)不宜一次裝夾加工,因此采用工序分散的工藝路線。在加工孔及螺紋時(shí),由于零件懸出過長(zhǎng),剛性較差,加工時(shí)用中心架進(jìn)行輔助支撐定位,磨削深盲孔時(shí)也采用卡盤夾緊,需每件找正右端中心架輔助定位的裝夾方式,可以較好地解決零件剛性差的問題,提高加工質(zhì)量。

圖2 工藝路線
3 、車削加工
3.1 加工前技術(shù)準(zhǔn)備
氣缸主要加工工序?yàn)閿?shù)控車削φ42孔至尺寸φ41.8(半精加工)、孔口螺紋車削加工以及磨削φ42孔(精加工),φ42孔半精加工及精加工工序?qū)偕羁住⒚た准庸ぃ@幾道主要工序車削時(shí),氣缸處于懸伸狀態(tài),尾端用中心架輔助支撐,避免零件在懸伸過長(zhǎng)時(shí),造成剛性下降,在切削過程中引起零件變形,發(fā)生切削振動(dòng)。
刀具在切削工件時(shí)發(fā)生振動(dòng)需要有下面三個(gè)條件同時(shí)存在:①包括刀具在內(nèi)的工藝系統(tǒng)剛性不足,導(dǎo)致其固有頻率低;②切削產(chǎn)生了一個(gè)足夠大的外激力;③這個(gè)外激力的頻率與工藝系統(tǒng)的固有頻率相同,產(chǎn)生共振。
可以從四個(gè)方面考慮減振:①降低切削力;②提高工藝系統(tǒng)剛性;③提高刀具系統(tǒng)的剛性;④刀具減振即使用減振刀具。
(1)孔加工工序。
a、刀片的選擇。
本工序?yàn)閮?nèi)孔加工,在選擇刀片時(shí)首先選擇刀片形狀,根據(jù)刀片形狀(刀片可以分為S型、C型、D型、V型刀片如下圖所)可知刀尖角越小,切削力越小,刀具強(qiáng)度越差,為了減小切削力,本工序選擇V型刀片。
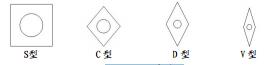
3 刀具形狀示意簡(jiǎn)圖
然后,合理選擇刀片的前角,適當(dāng)?shù)脑龃笄敖?1/0 ,能減少切削變形和摩擦,從而將低切削力、切削溫度,改善加工質(zhì)量,抑制積屑瘤等。但前角過大會(huì)削弱刀刃的強(qiáng)度和散熱能力,易造成崩刃,選擇18°前角。
b、刀桿的選擇。
選擇刀桿首要考慮的是刀桿剛性,盡量加大刀桿直徑,由于氣缸孔徑φ41.8 mm,選擇直徑為φ32 mm的刀桿,可加工最小孔徑為φ40 mm。選擇刀桿時(shí),還要考慮主偏角的選擇,刀桿主偏角越接近90°,徑向切削力越小,切削時(shí)越不容易產(chǎn)生切削振動(dòng)。這里選擇S32T SVQCR-16刀桿,主偏角107.5°。
c、參數(shù)設(shè)置。
d、加工工步細(xì)化。
由于該孔為平底孔,且刀桿直徑大于孔直徑的的一半,刀具無法過中心,因此無法完成對(duì)孔底的加工,如圖4所示。當(dāng)?shù)毒哐亓慵较蛞苿?dòng)到最大范圍時(shí),刀具刀尖仍然無法對(duì)孔底進(jìn)行完全切削。
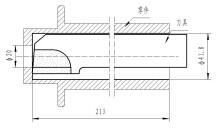
圖4 零件與刀具關(guān)系圖
為了解決這個(gè)問題,需要細(xì)化工藝路線,采取孔底與孔徑分開加工的方法,首先加工φ41.8孔時(shí),在距孔底2 mm范圍內(nèi)不加工,距孔底2 mm范圍內(nèi)用另一把刀具加工。加工孔時(shí)所用刀具刀桿直徑為φ32,加工孔底所用刀具刀桿直徑為φ25,因此加工時(shí)可以順利的加工孔底部端面,而不會(huì)產(chǎn)生干涉。由于孔底部加工范圍較小,去除余量也小,因此切削力小,不易產(chǎn)生振動(dòng)。
(2)螺紋加工工序。
內(nèi)螺紋采用數(shù)控車削加工,選擇涂層刀片。螺紋車削進(jìn)刀方式有兩種,一種為直進(jìn)切入法和單向切入法。
a、直進(jìn)切入法。如圖5所示,切削時(shí)左右刀刃同時(shí)切削、產(chǎn)生的V形鐵屑作用于切削刃口會(huì)引起彎曲力較大。加工時(shí)要求切深小,刀刃鋒利。適用于一般的螺紋切削,常用于螺距4 mm以下的螺紋切削 。
b、單向切入法。圖6所示,此切人法切削刃承受的彎曲壓力小,狀態(tài)較穩(wěn)定,成屑形狀較為有利,切深較大,側(cè)向進(jìn)刀時(shí),齒間有足夠空間排出切屑。常用于加工螺距4 mm以上的不銹鋼等難加工材料或剛性低易振動(dòng)的工件的螺紋 。
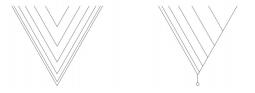
圖5 直進(jìn)切入法 圖6 單向切入法
程序編制采用固定螺紋循環(huán)編程,螺紋編程指令有G32、G76、G92,一般螺紋常用G92編程,G92編程采用的進(jìn)刀方式為直進(jìn)切入法。
3.2 實(shí)際加工時(shí)出現(xiàn)的問題及解決措施
(1)孔加工。
a、加工時(shí)存在問題
在試切削過程中,仍然出現(xiàn)了切削振動(dòng)的現(xiàn)象,孔表面局部有振刀紋。具體現(xiàn)象為:當(dāng)零件加工軸向長(zhǎng)度為(30~40)mm時(shí),開始振刀,且振刀紋路逐漸加深。零件孔內(nèi)有大量切屑不能及時(shí)排出,將刀具退出后,有切屑纏繞在刀尖處。根據(jù)這種現(xiàn)象分析,切屑纏繞在刀具上,尤其是刀尖部位,會(huì)阻礙刀具的切削運(yùn)動(dòng),影響刀具的鋒利程度,從而增加切削力,產(chǎn)生切削振動(dòng)。
b、解決措施。
要保證刀具鋒利,減少切削力,減小振動(dòng),就要保證切屑的順利排出,要想讓切削自然排出,就必須有足夠的排屑空間,受零件結(jié)構(gòu)限制,自然排屑比較困難,簡(jiǎn)單有效的解決辦法就是及時(shí)地手動(dòng)排屑,也就是每加工一定的范圍,暫停加工,將刀具退出零件,手動(dòng)排屑。手動(dòng)排屑雖然操作起來比較簡(jiǎn)單,但是比較耗時(shí),加工效率低下。因此,需要合理的安排手動(dòng)排屑的次數(shù),既要保證加工質(zhì)量,又要保證加工效率。通過試驗(yàn)對(duì)比,每加工(50~80) mm時(shí),退一次刀,清理切屑,無振刀現(xiàn)象,零件表面加工質(zhì)量良好,又能保證加工效率。精加工時(shí)也采取上述方案,分段加工,每加工一段就暫停程序,清理孔內(nèi)切屑,待清理干凈后,再進(jìn)行下段加工。按上述要求進(jìn)行加工,車削時(shí)未出現(xiàn)振刀現(xiàn)象,加工質(zhì)量良好,尺寸符合工藝要求,孔表面粗糙度也符合要求,無振刀紋出現(xiàn)。
(2)螺紋加工。
a、存在問題及原因分析。
加工螺紋時(shí)同樣出現(xiàn)了振刀及零件表面質(zhì)量差的現(xiàn)象,究其原因應(yīng)是零件剛性不足,加工時(shí)采用左端卡盤裝夾定位,右端中心架輔助定位。采用中心架輔助定位時(shí),可以在一定程度上提高零件剛性,但由于受力不均,仍然不能承受過大切削力,因?yàn)橹行募芏ㄎ粫r(shí)會(huì)試圖使中心架中心與零件中心重合,但在實(shí)際加工過程中不可避免的存在
誤差,呈現(xiàn)偏心狀態(tài)(如圖 7所示),如果零件受力過大,容易使零件變形,產(chǎn)生振動(dòng)。
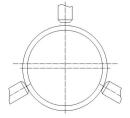
圖7 中心架輔助定位示意圖
b、解決措施。
為了減小切削力,消除振動(dòng),可從采取的進(jìn)刀方式以及切削參數(shù)進(jìn)行調(diào)整,首先對(duì)車削螺紋的程序進(jìn)行分析,數(shù)控加工中,程序的編制是否合理,直接影響零件的加工質(zhì)量。該程序采用G92固定循環(huán)編程。螺紋加工的三個(gè)指令都各有優(yōu)缺點(diǎn)。G32編程時(shí),為了方便編程,一般采用直進(jìn)式切削方法。由于兩側(cè)刃同時(shí)工作,切削力較大,而且排屑困難,因此在切削時(shí),兩切削刃容易磨損。在切削螺距較大的螺紋時(shí),由于切削深度較大,刀刃磨損較快,從而造成螺紋中徑產(chǎn)生誤差;但是其加工的牙型精度較高,因此一般多用于小螺距螺紋的加工。由于其刀具移動(dòng)、切削均靠編程來完成,所以加工程序較長(zhǎng);由于刀刃容易磨損,所以加工時(shí)要做到勤測(cè)量 。G92固定循環(huán)的進(jìn)刀方式也是直進(jìn)式,其加工效果與G32類似,切削力較大。
G76螺紋切削復(fù)合循環(huán),一般采用斜進(jìn)式切削方法如圖7所示。由于為單側(cè)刃加工,加工刀刃容易損傷和磨損,使加工的螺紋面不直,刀尖角發(fā)生變化,造成牙型精度較差。但由于其為單側(cè)刃工作,刀具負(fù)載較小,排屑容易,并且切削深度為遞減式,因此此加工方法可以較好的解決振動(dòng)的問題 。
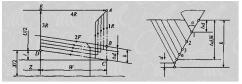
圖8 G76螺紋切削復(fù)合循環(huán)
因此,若將原來的G92固定循環(huán)改為G76復(fù)合循環(huán),應(yīng)能較好的解決振動(dòng)問題,G76循環(huán)中參數(shù)設(shè)置為最小切深為0.05mm,機(jī)床轉(zhuǎn)速調(diào)整為400 rpm,切削運(yùn)動(dòng)平穩(wěn),加工質(zhì)量良好。
4、 磨削加工
4.1 磨削加工難點(diǎn)
15-5PH材料導(dǎo)熱性差,具有韌、軟、粘等特性,磨削中切削阻力大,冷卻液不易加注噴射到加工表面時(shí),磨屑及磨粒不能被及時(shí)沖走,磨輪與工件徑向與軸向接觸間的磨削區(qū)域產(chǎn)生的瞬間磨削熱不能迅速傳遞擴(kuò)散;另外,材料的線膨脹系數(shù)高,砂輪的磨削鋒刃極易被磨屑粘堵,致使砂輪的“自銳性”顯得很差,零件表面粗糙度不易保證。
4.2 加工對(duì)策
(1) 砂輪的選用。單晶剛玉磨料具有良好的多棱切刃,并有較高的硬度及韌性,磨削時(shí)磨屑相對(duì)白剛玉磨粒不易粘堵,利于改善磨削過程中的材料不利因素,增強(qiáng)工藝性,減小磨削熱、材料熱膨脹中的加工變形、尺寸不穩(wěn)等缺陷,并提高生產(chǎn)效率,降低表面粗糙度,因此選用單晶剛玉磨料,具體選用牌號(hào)如下:P 40×40×16 SA 120 L
(2) 砂輪的修整。磨削過程中砂輪極易被磨屑粘堵變鈍,會(huì)使加工表面產(chǎn)生直線度、圓柱度、尺寸不穩(wěn)誤差以及磨削波紋、磨削劃痕、磨削噪音等加工缺陷,因此必須及時(shí)正確修整砂輪,保持砂輪切削時(shí)的微刃等高性能和鋒利棱角,以利于磨削過程順利進(jìn)行。
(3) 確定合理的磨削方法。磨削分粗精磨進(jìn)行加工,粗磨去除總余量的9/10,即0.18 mm左右,精磨去除0.02 mm左右的余量。精磨后要進(jìn)行光整加工,光整加工可以起到對(duì)孔中局部點(diǎn)或段的修整,使得整個(gè)孔的精度都能達(dá)到設(shè)計(jì)要求。
(4) 零件的充分冷卻。加工中除利用φ20小孔按常規(guī)法加注冷卻液外,還需對(duì)冷卻裝置予以改制,改制的措施是:在原外圓磨具的冷卻噴嘴處,重新裝置蛇形金屬軟管,并固緊與磨頭座部位使之與磨頭砂輪一起往復(fù)運(yùn)動(dòng),冷卻液有效澆注噴射于磨削區(qū)域,及時(shí)沖刷磨屑、磨粒,改善散熱條件,降低磨削溫度,減少加工變形,穩(wěn)定尺寸。
4.3 磨削效果
按上述的注意事項(xiàng)進(jìn)行磨削,零件的各項(xiàng)技術(shù)指標(biāo)、尺寸精度可以滿足設(shè)計(jì)要求,尺寸穩(wěn)定。
5 、結(jié)論
通過理論分析以及小批量零件試制,對(duì)于氣缸類深孔加工可以通過粗鉆、半精車、磨削的加工工藝路線進(jìn)行加工,加工時(shí)只要做到選擇合適的車削刀具、磨具,設(shè)置合理的車削、磨削參數(shù),并配合及時(shí)有效的排屑、冷卻,就可以保證零件的加工質(zhì)量,滿足設(shè)計(jì)意圖。螺紋加工要選擇合理的進(jìn)刀方式,采用合理的數(shù)控程序編制方法,設(shè)置合理的切削參數(shù)。通過本文的分析,為以后該類零件的加工提供了經(jīng)驗(yàn)。
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 機(jī)械加工過程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別