


基于EAKI 辨識策略的機床振動試驗研究
2016-9-22 來源:清華大學機械工程系等 作者:黃子凌 劉成穎 李鐵民
摘要: 機床振動是制約機床加工精度及效率的核心因素,文章基于EAKI 策略在多臺機床上開展振動試驗研究。針對強迫振動及自激振動信號辨識問題,首先提出EAKI 振動信號辨識策略; 為有效構建振動信號備案知識庫,提出信號特征分量提取算法; 最后在國內外多臺數控機床上進行了全轉速狀態下的振動試驗研究。試驗結果有效地驗證了EAKI 策略的可行性與實用性,同時為機床性能評估及設計完善提供了良好借鑒。
關鍵詞: EAKI 方法; 信號辨識; 振動試驗; 特征提取
0 .引言
機床振動是制約機床加工精度及效率的關鍵因素之一,其可分為強迫振動及自激振動。二者由于產生原因不同,對應的抑制措施也有差異,因此對其進行辨識分離具有重要的研究意義。
機床的強迫振動是指由外激振源引起的振動。如由機床基座引入的外界振動、機床不平衡部件( 電機等) 或磨損部件( 齒輪和軸承等) 引起的振動。機床自激振動( 顫振) 往往由外作用源引發( 工件磨損點等) ,但由加工系統內部激勵產生[1]。
在機床設計時,強迫振動就應設法消除或避免。對于高精度機床,強迫振動的影響是較小的,因此在一般研究中并未引起特別注意及重視。國內外學者針對強迫振動及自激振動信號辨識的研究工作并不多。在對強迫運動的研究中,Kegg 等人給出了對強迫振動原因的判定方法,該方法在機床試驗或加工準備過程中較為實用,但不適用于在線監測評估; 值得注意的是,Weck[2]提出了從切削力信號的功率譜中將銑削刀齒通過頻率辨識濾除的方法,但并未系統性地介紹強迫及自激振動的一般辨識方法。多數研究工作集中于自激振動監測辨識、穩定性分析以及基于振動信號的故障診斷領域。Zhang C L 等[3-4]學者對多信號的監測能力分別進行了實驗分析,以選定最為適合的顫振監測方式; Altintas 等[5]基于再生顫振模型對顫振穩定性進行了深入研究,在實踐上獲得良好應用。國內于俊一[6-9]等學者也在顫振監測、穩定性分析等領域做了大量工作,為推動機床技術進步作出重要貢獻。
然而從國內機床的使用經驗來看,當前面臨的一個突出問題是機床材料選用、設計制造以及安裝布置尚存在不足,由此產生的強迫振動不容忽視。在機床加工過程中,強迫振動的影響往往甚至會處于主導地位,因此將強迫及自激振動相結合進行研究更具有實際意義。
1. EAKI 機床振動信號辨識策略
在實際加工過程中,從觀測到的振動信號中往往難以區分出強迫振動及自激振動分量。然而,強迫振動的不確定性較小,可通過前期實驗等確定機床的強迫振動分量,在評估機床性能的同時形成先驗知識,以在實際加工信號中將其與自激振動信號區分開來,達到辨識以及分別采取抑制策略的效果; 同時,在加工前評估機床的強迫振動信號,也有利于在前期對機床性能不斷進行完善。
基于上述思想,提出EAKI 方法,對機床的振動信號進行辨識。具體包括以下步驟:
( 1) 強迫振動試驗( Experiments on forced vibration): 在空載工況下對機床振動進行試驗分析,以獲取在多轉速條件下機床主軸的振動信息。
( 2) 振動信號分析( Analysis of forced vibration signal) 對試驗采集到的強迫振動信號進行分析處理,旨在提取出起主導作用的強迫振動信號特征。
( 3) 備案知識庫構建( Knowledge Base formation) :基于信號分析處理結果,并結合相關判定規則,形成相應振動信號備案知識庫。
( 4) 辨識評估( Identification of vibration signal) : 基于知識庫,對實際加工過程中監測到的振動信號進行對比分析,從而辨識出自激振動分量,并對其影響程度進行評估,識別出起主導作用的因素,為后續抑制方式奠定基礎。
在EAKI 方法中,強迫振動試驗及振動信號分析是該方法最為重要而基礎的部分,也是決定該方法是否可行的關鍵,后文即通過多機床試驗及信號特征提取算法等,探究EAKI 方法的可行性。
2 .關鍵設備及試驗方案
根據EAKI 方法,強迫振動試驗是進行信號辨識分析的前提。強迫振動試驗主要包含信號采集分析軟硬件設備以及試驗機床等。
本試驗采用實驗室自主研發的主軸振動測量系統,能完成信號采集監測、時頻域分析、狀態報警等多種功能。設備安裝及試驗現場如圖1 所示。
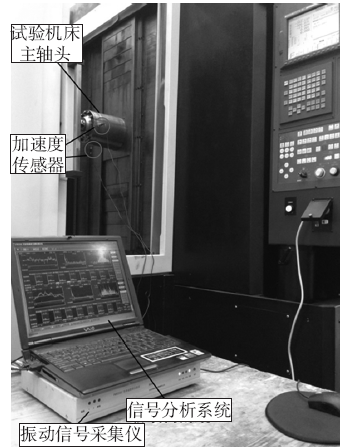
圖1 試驗現場圖
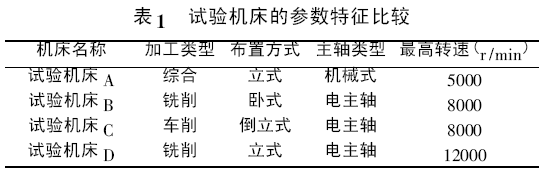
為綜合全面地驗證EAKI 方法并分析比較各機床的差異性,選取了四臺機床作為試驗對象,基本涵蓋了國內外典型機床類型( 其中D 為德國機床) 。各機床的主要參數如表1所示 。
具體試驗過程如下:
( 1) 安裝試驗設備。試驗采用兩支ICP 加速度傳感器,安裝在主軸頭處,分置于X、Y 方向。
( 2) 設置試驗參數。主要包含測量頻次、采集頻率、信號耦合方式、濾波方式以及信號對應的測量轉速等信息。
( 3) 試驗信號采集。設定數控機床運轉至所需轉速,待信號穩定之后實時采集并存儲。
( 4) 改變轉速,重復采集試驗。根據每臺機床的額定轉速或最高轉速,選取一定的轉速間隔,分別測定在不同轉速情形下的振動信號。
3 .振動信號特征分量提取算法
試驗采集到的加速度信號描述了機床主軸在相應轉速下的振動特征。信號分析的目的在于獲取該轉速下強迫振動特征分量信息,該特征分量包括頻率及信號幅值等信息。本文提出特征分量提取算法如圖2 所示。
在進行信號分析前,已對試驗機床在各轉速條件·44· 組合機床與自動化加工技術第2 期
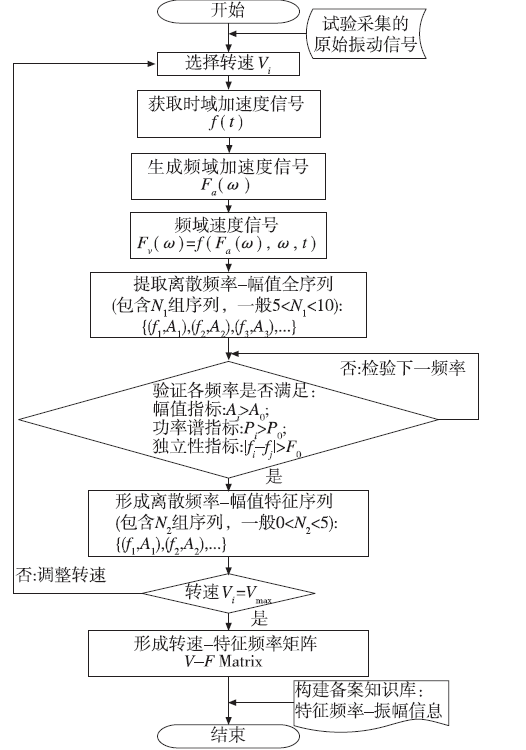
圖2 振動信號特征分量提取算法
在進行信號分析前,已對試驗機床在各轉速條件下的振動信號進行了采集存儲。原始信號是加速度傳感器輸出的電壓時域信號f( t) ,經傅里葉變換等算法處理后,易于生成頻域信號。加速度信號Fa( t) 在反映信號瞬態變化時較為有效,但在描述強迫振動源頻率特征時,不能對各頻率下振動信號的能量分布進行很好的區分; 經處理獲取的速度信號Fv( t) ,能夠更好地對振動特征進行描述。以試驗機床A 在5500r /min時的振動信號為例,圖3、圖4、圖5 分別描述了時域加速度信號、頻域加速度信號及頻域速度信號特征。
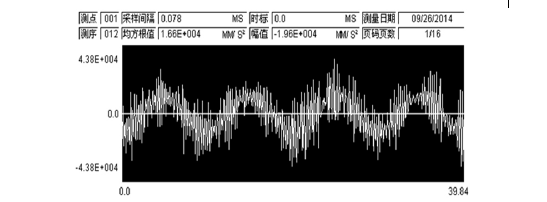
圖3 時域加速度振動信號特征
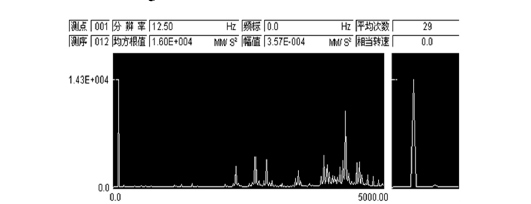
圖4 頻域加速度振動信號特征
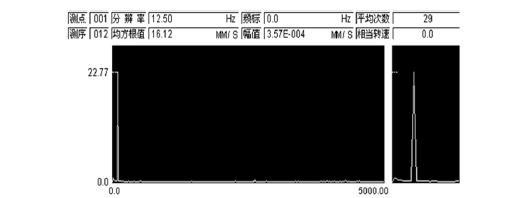
圖5 頻域速度振動信號特征
經處理得到的頻域速度信號具有明顯的峰谷特征,可以用頻率-幅值序列來描述每一振動信號的頻率特性,幅值反映出該頻率基準信號的振動烈度。通常情況下,可分離出5 ~ 10 組頻率-幅值序列,以此來近似表征該轉速情況下的振動信號。
初步分離提取出的頻率-幅值序列不能直接用于進行后續分析,因其包含較多的冗余或無效信息。為此,需對該序列進行進一步地篩選過濾。考慮到信號分離的目的,主要采用三個指標來對頻率-幅值序列進行篩選,分別為幅值指標、功率譜指標以及獨立性指標。幅值指標及功率譜指標用來表征基準信號的烈度及功率密度,其中幅值指標最為直觀,對于較低幅值的序列予以過濾,幅值閾值A0參照ISO2372 旋轉機械振動烈度標準進行設定,為保證信息完整,此處選取0.1
mm/s。獨立性指標用來對頻率對應的振動源的獨立性關系進行表征。由于采樣頻率限制及信號處理時分辨率制約,頻率序列會出現頻率接近的情況。為更準確真實地表征信號對應的強迫振動源,將頻率值相近的序列對進行合并。用頻率間距值F0 來刻畫各序列對之間的獨立性關系,根據經驗,采取5Hz 或10Hz 作為間距閾值。
對所有轉速下的振動信號按照上述方法進行處理后,便可得到轉速-特征頻率矩陣。以試驗機床D 為例,經上述流程得到的典型轉速-特征頻率矩陣如表2所示。
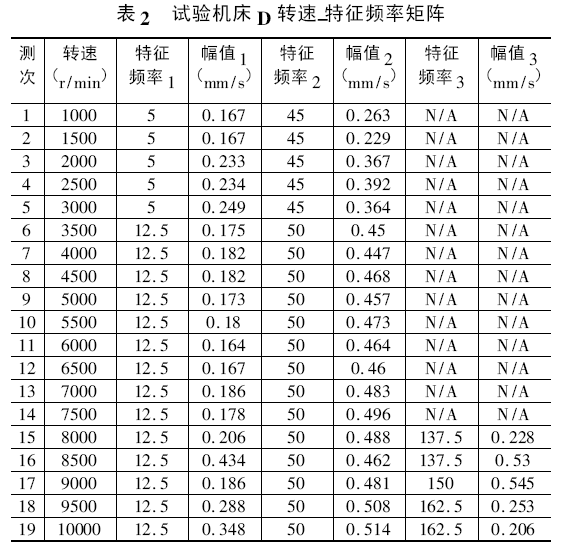
對其他機床進行試驗分析得到與此相近的結果,該結果作為信號分析的輸出成果,形成備案知識庫。
4. EAKI 策略有效性分析
經上述算法得到振動特征分量信息,須對該結果進行分析,以驗證EAKI 方法的可行性與有效性。驗證的關鍵在于通過本次試驗及信號分析能否觀察到穩定存在的強迫振動源,同時需驗證該類型強迫振動是否產生重要影響。機床強迫振動按激振源類型可分為兩類,一類由自身回轉引起,一類由外激振源引起。下面分別進行分析研究。
4. 1 機床主軸回轉對應的強迫振動分析
主軸自身回轉形成的強迫振動激勵是重要而的強迫振動激振源,其對應的頻率可稱之為轉速頻率。理論轉速頻率與轉速正相關,即f = n /60。
將試驗測定的強迫振動轉速頻率與理論強迫振動轉速頻率進行對比,如圖6 所示。
由圖6 分析發現,各機床理論轉速頻率與實際監測出的振動頻率吻合度很高,反映出機床回轉形成的強迫振動不容忽視,同時也驗證了該監測方法以及信號特征提取算法的有效性。
另一方面,轉速頻率對應的強迫振動對各機床產生的影響各不相同。首先,該類型強迫振動產生顯著影響的時刻不同。試驗機床A 從最低轉速500r /min時便可明顯觀測出轉速頻率造成的影響,試驗機床B、C、D 分別在5200r /min、3300r /min 及8000r /min 時方可觀測到轉速頻率造成影響。其次,各機床回轉型強迫振動烈度也各不相同,這將在4. 3 節進行分析。
綜上分析可得出,試驗有效地驗證了回轉型強迫振動廣泛存在于各機床中,往往對機床產生較大影響,因此可將其作為典型強迫振動頻率予以備案,形成知識庫中的重要知識。
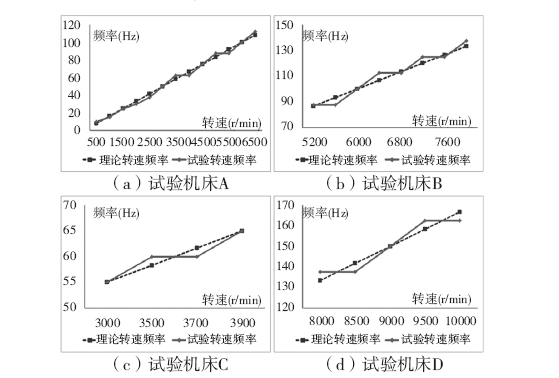
圖6 各機床理論與試驗轉速頻率對應關系
4. 2 其他外激振源強迫振動分析
除轉速頻率之外,試驗還發現,各機床普遍存在其他一些可持續監測到的強迫振動頻率,剔除轉速頻率之后,每種轉速下對應監測到的強迫振動頻率如圖7所示。
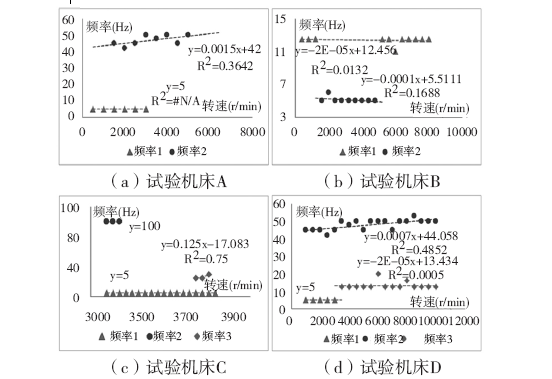
圖7 各機床外激振源強迫振動頻率
由圖7 分析得出,各機床在一定轉速范圍內均可觀測出一些典型外強迫振動頻率。機床A 在低速范圍內監測出5Hz 及42Hz 強迫振動信號; 試驗機床B在0 ~ 1000r /min 及5000 ~ 8000r /min 的范圍內監測出較為穩定的頻率為12. 5Hz 的振動信號,在1000 ~5000r /min 的范圍內監測出頻率為5Hz 的振動信號;試驗機床C 在全轉速范圍內均監測出頻率為5Hz 的振動信號,在低速范圍下還監測出較高頻率的振動信號; 試驗機床D 在各個轉速下均監測出至少兩種較為穩定的振動信號,分別為10Hz 及45Hz 左右。
上述結果表明基于EAKI 策略能夠有效識別出各機床在全轉速范圍內存在的典型外激振源強迫振動類型; 同時由于工況環境不同,外激振強迫振動的分布也有差異。
4. 3 各典型強迫振動幅值分析
本試驗除監測備案各機床典型強迫振動頻率外,還可對各機床各類強迫振動的幅值進行分析,以更全面地表征機床強迫振動狀態。結果如圖8 所示。
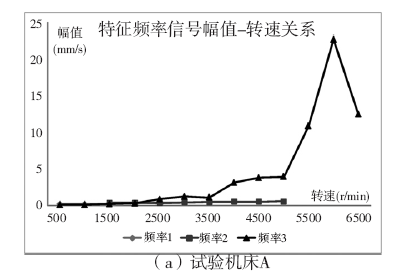
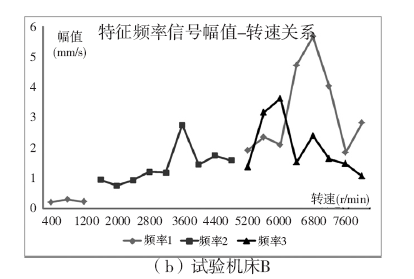
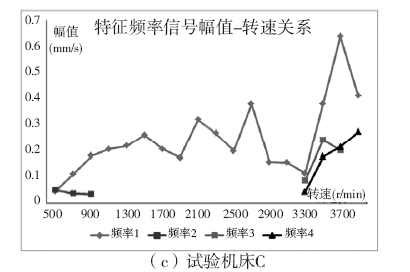
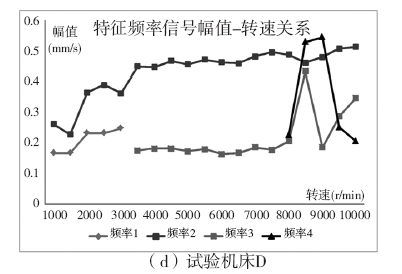
圖8 各機床典型強迫振動幅值-轉速關系
根據4. 2 節的分析,回轉型強迫振動是一類典型振動形式,圖8 中機床A、B 的頻率3、機床C、D 的頻率4 分別對應該類強迫振動在全轉速情形下的振動幅值。圖8 反映出: 第一,各機床強迫振動的主導類型不同。對于機床A,回轉型強迫振動在全轉速范圍內均處于主導地位,對于機床B、C、D,不同轉速范圍內起主導作用的強迫振動類型不同; 第二,各強迫振動的影響程度不同,對應機床加工精度也有差異。機床A 回轉型強迫振動幅值達20mm/s,對機床C、D 而言,在加工范圍內強迫振動的幅值均小于1mm/s。
由上述結果可得出,依據EAKI 策略能夠有效監測各機床強迫振動類型、幅值及影響范圍,可綜合全面地反映機床強迫振動狀態,進而為針對每臺機床構建強迫振動信號知識庫形成良好基礎; 同時各機床強迫振動形式各異也反映了采用EAKI 方法進行振動辨識的必要性。
圖12 試驗振動監控界面
4. 4數據處理軟件
本測控系統的數據處理軟件采用Access 數據庫設計了滾珠絲杠副可靠性信息數據庫以及數據庫管理軟件[10],用來保存試驗過程中的原始數據、數據分析結果,能很好的幫助試驗人員完成試驗。
5.試驗臺設計成果
如圖13 所示,為滾珠絲杠副可靠性試驗臺,在機械結構的基礎上,運用上文所設計的測控系統,試驗臺面已經可以模擬實際工況的往復運轉。加載系統最大加載力為2t,拖動電機最高轉速3000r /min,各傳感器信號正常,能很好的完成試驗的要求。

圖13 試驗臺整體實物圖
6.結束語
本文針對滾珠絲杠副可靠性試驗臺所需要實現的功能問題,對其測控系統進行了研究。結合試驗裝置,提出了試驗臺測控系統的設計方案,用以模擬實際工況下,被測絲杠的運轉以及參數的檢測功能。本文提出的滾珠絲杠副測控系統的設計方案,有利于完成絲杠的可靠性試驗,為滾珠絲杠副可靠性的參數分析提供試驗基礎。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

