



摘要: 針對曲軸端面加工中心動態(tài)特性要求高以及立柱在不同工況下表現(xiàn)出不同的動態(tài)響應(yīng)特性等問題,對立柱結(jié)構(gòu)進行了動力學(xué)研究。基于ANSYS 的動力學(xué)分析理論,對機床立柱模型進行了適當(dāng)?shù)暮喕佑|面間的接觸特性采用六節(jié)點的等參數(shù)單元模擬結(jié)合部的接觸特性,建立了動力學(xué)仿真模型。對結(jié)構(gòu)進行了模態(tài)分析以及動態(tài)載荷下的諧響應(yīng)分析,獲得了機床結(jié)構(gòu)的振動特性和變形分布規(guī)律; 對不同工況下立柱的動態(tài)響應(yīng)情況進行比較,提出了不同工況對立柱動態(tài)響應(yīng)的影響規(guī)律。研究結(jié)果表明,隨著主軸箱高度提高,結(jié)構(gòu)固有頻率有所改變,立柱動態(tài)響應(yīng)越發(fā)明顯; 不同工況下立柱均在一階固有頻率附近發(fā)生最大位移; 還明確了結(jié)構(gòu)剛度薄弱位置,為進一步優(yōu)化結(jié)構(gòu)剛度提供了理論依據(jù)。
0 引言
曲軸是發(fā)動機的核心部件之一,其加工精度要求較高,傳統(tǒng)的臥式車削和立式銑削已經(jīng)無法滿足曲軸越來越高的精度要求。目前,國內(nèi)曲軸制造業(yè)面臨著成本和效率的雙重壓力。
針對傳統(tǒng)加工方法在加工精度上的不足,筆者與杭機數(shù)控機床有限公司合作研制一種整體結(jié)構(gòu)為正T型的曲軸端面加工中心。它采用整體式床身設(shè)計,主軸箱非重心驅(qū)動,避免一些由于客觀原因而造成的精度誤差。大型機床能夠達到的加工精度與機床結(jié)構(gòu)及其穩(wěn)定性直接相關(guān)[1],因此合理的結(jié)構(gòu)設(shè)計可以提高曲軸加工的效率和精度,從而提高曲軸加工的自動化水平[2]。康方、范晉偉等人通過分析立柱各階模態(tài)的特點,找到變形最大區(qū)域,并在此區(qū)域選取一點進行諧響應(yīng)分析以對其進行更有效分析[3]。可見對曲軸端面加工中心進行必要的結(jié)構(gòu)動力學(xué)分析,能了解結(jié)構(gòu)不足之處,為后續(xù)改進提高結(jié)構(gòu)強度、剛度提供依據(jù),使其更加合理化。
由于床身體積較大,整體剛度好,因此本研究將基于ANSYS 軟件,根據(jù)動力學(xué)分析理論重點針對立柱以及主軸箱進行動力學(xué)分析,以研究其在不同工況下的動態(tài)特性。這些分析可對該曲軸端面加工中心立柱的結(jié)構(gòu)改進提供重要的理論依據(jù)。
1 、機床立柱及主軸箱結(jié)構(gòu)模型
在立柱的結(jié)構(gòu)設(shè)計中,整體剛度越高越穩(wěn)定。本研究考慮了加工中心的高精度和剛度要求,盡可能減少零件數(shù)量,采用整體式立柱設(shè)計,整個立柱呈空腔結(jié)構(gòu); 主軸箱作為重要部件之一采用非重心驅(qū)動設(shè)計。傳統(tǒng)的主軸形式會因為加工過程中主軸重心位置的變化而引起主軸軸心位置偏移,而采用非重心驅(qū)動的方式很好地避免了由于加工過程中主軸由于重心位置改變而產(chǎn)生的“低頭”現(xiàn)象。
本研究運用Solidworks 建立立柱及主軸箱的結(jié)構(gòu)模型,機床立柱結(jié)構(gòu)圖如圖1 所示。
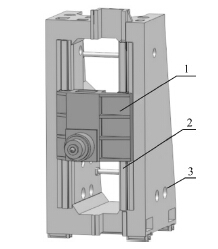
圖1 機床立柱結(jié)構(gòu)圖
1—主軸箱; 2—導(dǎo)軌; 3—立柱
機床在工作時,立柱和主軸箱會受到來自內(nèi)、外部的激振,這些都會使其產(chǎn)生不必要的振動,從而引起變形。若振動變形過大,將會嚴重影響加工中心的加工精度。因此,十分有必要對加工中心整體結(jié)構(gòu)進行動力學(xué)分析。
2 、動力學(xué)分析理論
本研究基于ANSYS 軟件對立柱及主軸箱進行有限元分析[4]。根據(jù)模態(tài)分析理論與諧響應(yīng)分析理論對立柱結(jié)構(gòu)進行動力學(xué)分析[5]。
2. 1 模態(tài)分析理論
模態(tài)是機械結(jié)構(gòu)的固有振動特性,每一個模態(tài)具有特定的固有頻率、阻尼比和模態(tài)振型。模態(tài)分析主要用于確定結(jié)構(gòu)和及其零部件的振動特性( 固有頻率和振型) ,是其他動力學(xué)分析的基礎(chǔ)。使用小位移理論的模態(tài)分析計算方程為:
2. 2 諧響應(yīng)分析理論
諧響應(yīng)分析用于確定線性結(jié)構(gòu)在承受隨時間按正弦( 簡諧) 規(guī)律變化載荷時穩(wěn)態(tài)響應(yīng)的一種技術(shù)。其通用的運動方程為:
3 、建立有限元求解模型
3. 1 簡化有限元模型
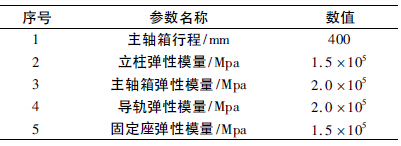
在有限元分析之前,通過對復(fù)雜的機械結(jié)構(gòu)進行適當(dāng)?shù)哪P秃喕軌蛟诤艽蟪潭壬咸岣哂嬎阈省S捎诖采眢w積較大,本研究通過簡單的固定塊來做等效床身,重點分析立柱及主軸箱的動態(tài)特性。筆者對SolidWorks 中建立的立柱及主軸箱模型進行適當(dāng)簡化,簡化后主要由立柱,四根導(dǎo)軌,主軸箱,以及等效床身的固定塊組成。立柱結(jié)構(gòu)參數(shù)如表1 所示。然后筆者將模型導(dǎo)入ANSYS Workbench 中進行材料屬性設(shè)置和網(wǎng)格劃分。分析模型中,一般結(jié)構(gòu)及導(dǎo)軌的實體部分可以用三維實體單元模擬,接觸面間的接觸特性則采用六節(jié)點的等參數(shù)單元模擬結(jié)合部的接觸特性[6]。機床立柱求解模型示意圖如圖2 所示。[7]
表1 立柱結(jié)構(gòu)主要參數(shù)表
3. 2 模型邊界條件設(shè)置
動態(tài)特性分析首先對立柱結(jié)構(gòu)進行模態(tài)分析,得到結(jié)構(gòu)各階固有頻率及振型; 在模態(tài)分析的基礎(chǔ)上,通過諧響應(yīng)分析得到立柱結(jié)構(gòu)在分析頻率范圍內(nèi)的動態(tài)響應(yīng)特性。
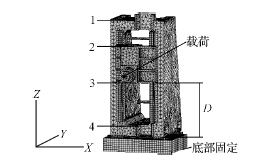
圖2 機床立柱求解模型示意圖
1. 2. 3. 4 點—4 個測試點; D—主軸箱與立柱底部之間的距離
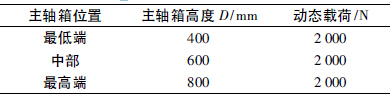
根據(jù)實際加工情況,本研究在底座上施加固定約束,在加工刀具刀頭位置施加通過運動學(xué)仿真得到的軸向載荷( 限于篇幅文中未給出仿真過程) ,分析主軸箱分別位于立柱最低端、中部,最高端這3 個情況時的立柱的動態(tài)特性。整個加工工況的加載情況也如圖2所示,邊界條件如表2 所示。
表2 不同工況與邊界載荷表
4 、動態(tài)特性結(jié)果分析
通過對3 種工況進行有限元計算,本研究得到了立柱結(jié)構(gòu)的固有頻率,以及動態(tài)響應(yīng)特性,并對結(jié)果進行比較分析[8-11]。
4. 1 模態(tài)分析結(jié)果
通過模態(tài)分析,本研究得到了立柱結(jié)構(gòu)的固有頻率。可知在激振頻率接近立柱結(jié)構(gòu)的固有頻率時,會產(chǎn)生共振現(xiàn)象。在有較高精度要求的加工過程中,電機所產(chǎn)生的不必要的振動直接作用在立柱上,會嚴重影響加工精度。因此,分析結(jié)構(gòu)固有頻率可以盡可能減少因共振所產(chǎn)生的影響。計算得到立柱結(jié)構(gòu)在3 種加工情況下的前6 階固有頻率,各工況各階固有頻率表如表3 所示。
表3 各工況各階固有頻率表
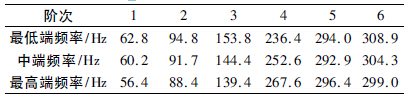
電機所產(chǎn)生的振動頻率在0 ~ 130 Hz 之內(nèi)。由表3 可知,固有頻率隨著階數(shù)增加而增加,且前兩階固有頻率( 60 Hz = 3 600 r /min、90 Hz = 5 400 r /min) 正好在這個范圍之內(nèi)。因此在加工過程中,電機使用中高速轉(zhuǎn)速的時候會比較接近固有頻率,會有可能引起共振,需要進行更進一步分析。另外,通過對3 種工況下的固有頻率進行比較后發(fā)現(xiàn),即使在結(jié)構(gòu)不變的情況下,固有頻率也有可能會因為其他因素發(fā)生改變,并存在一定的規(guī)律。以第1 階固有頻率為例,當(dāng)主軸箱處于最低端時,立柱結(jié)構(gòu)的靜剛度高,其固有頻率也較高。固有頻率與靜剛度之間存在一種近似線性比例的關(guān)系。其后幾階次都存在這種規(guī)律。這個結(jié)果可以為后續(xù)的結(jié)構(gòu)優(yōu)化提供一定的依據(jù)。
4. 2 諧響應(yīng)分析結(jié)果
在加工過程中,除電機本身運轉(zhuǎn)時產(chǎn)生的振動外,刀具與工件間的接觸會產(chǎn)生一個有規(guī)律的動態(tài)載荷。因此有需要在模態(tài)分析的基礎(chǔ)上,分析立柱在同一頻率下,3種不同工況的動態(tài)響應(yīng)情況[12]。根據(jù)圖2 所示,整個立柱結(jié)構(gòu)在Z 向上的長度遠大于X、Y 向上的長度,因此立柱Z 方向的位移響應(yīng)要遠高于X、Y 方向。立柱在3

圖3 機床立柱3 種工況下刀具最大位移響應(yīng)圖
根據(jù)圖3 可知,在3 種工況下,立柱的動態(tài)響應(yīng)趨勢基本上一致。隨著主軸箱位置升高,立柱位移響應(yīng)幅度增大; 可知隨著主軸箱位置的提高,立柱結(jié)構(gòu)的剛度變小,使得動態(tài)變形增大。
主軸箱在最高端時,刀具最大位移出現(xiàn)在頻率為55 Hz ( 一階固有頻率56. 4 Hz) ; 主軸箱在中端時,刀具最大位移出現(xiàn)在頻率為58. 3 Hz( 一階固有頻率60. 2 Hz) ; 主軸箱在最低端時,刀具最大位移出現(xiàn)在頻率為61. 6 Hz( 一階固有頻率62. 8 Hz) ; 在3 種工況下,刀具最大位移均出現(xiàn)在各自一階固有頻率附近,該結(jié)果與之前的模態(tài)分析結(jié)果相吻合,一定程度上也驗證了分析的有效性。
3 種工況的選擇范圍正好囊括了整個主軸箱的行程,因此可知,使得刀具發(fā)生最大位移的頻率范圍為55 Hz ~62 Hz( 3 300 r /min ~ 3 720 r /min) 。最高端最大位移為0. 022 mm,中端最大位移為0. 013 mm,最低端最大位移為0. 005 mm,最高端最大位移約為最低端最大位移的4. 4 倍。在3 種工況下的動態(tài)響應(yīng)均符合剛度要求,但其之間的差異還是較大的。現(xiàn)在分析3 種工況中動態(tài)響應(yīng)最大時( 頻率為56 Hz時) 的一種工況。主軸箱在最高端時,4 個測試點在不同頻率下的位移響應(yīng)圖如圖4 所示。
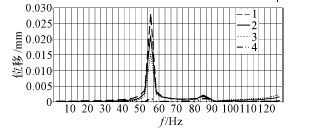
圖4 立柱4 點最大位移響應(yīng)圖
4 個點的位移響應(yīng)規(guī)律基本一致。在數(shù)值上表現(xiàn)出測試點位置越高,位移響應(yīng)越大的情況,在接近固有頻率時更為明顯。激振頻率56 Hz 時的應(yīng)力和應(yīng)變分布云圖如圖5 所示。
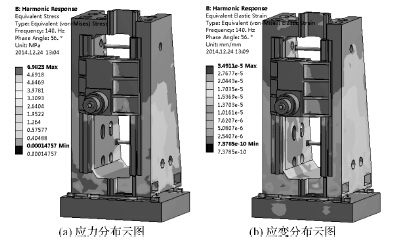
圖5 立柱應(yīng)力和應(yīng)變分布云圖
通過應(yīng)力應(yīng)變云圖可以看出,立柱變形主要集中在導(dǎo)軌結(jié)合部以及立柱下半部分。結(jié)合4 個測試點位移響應(yīng)圖和應(yīng)力應(yīng)變云圖的結(jié)果可知,立柱的振動是以立柱頂部振動為主。
筆者認為,立柱在結(jié)構(gòu)上應(yīng)采用上小下大的形式來提高立柱Z 向的剛度,并提高立柱下半部的剛度,這值得在后續(xù)的結(jié)構(gòu)優(yōu)化設(shè)計中引起注意。
5、 結(jié)束語
筆者研究了立柱及主軸箱結(jié)構(gòu)本身在3 種工況下的振動特性,以及在不同激振頻率下位移動態(tài)響應(yīng)情況。結(jié)果表明結(jié)構(gòu)固有頻率會因結(jié)構(gòu)靜剛度的變化而呈現(xiàn)有規(guī)律的變化,3 種工況下的最大位移動態(tài)響應(yīng)分別出現(xiàn)在各自一階固有頻率附近,結(jié)構(gòu)剛度越低,響應(yīng)越為明顯。其次明確激振頻率范圍在55 Hz ~ 62 Hz內(nèi)時,會產(chǎn)生較大振動變形,因此在加工過程中應(yīng)盡可能避免這一激振頻率范圍。另外,分析結(jié)論表明,立柱結(jié)構(gòu)剛度雖滿足要求,但結(jié)構(gòu)依然存在不足,還有待進一步優(yōu)化改善。
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

查")
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況