



車銑復(fù)合加工工藝設(shè)計中的關(guān)鍵問題研究
2014-3-2 來源:北京航空航天大學 作者:史旭升 喬立紅 胡權(quán)威
隨著計算機技術(shù)、機床技術(shù)以及加工工藝技術(shù)的不斷發(fā)展,傳統(tǒng)的用單一加工方法分工序加工已不能滿足人們對加工速度、效率和精度的要求。在這樣的背景下,車銑復(fù)合加工技術(shù)應(yīng)運而生。車銑復(fù)合加工的理念是“一次裝夾,全部完工”,這種加工模式無需人工干預(yù),在一次裝夾定位情況下,機床可以進行車、銑、鉆、鏜和車銑等加工任務(wù)[1]。車銑復(fù)合加工技術(shù)作為一種高效率、高精度,且適應(yīng)現(xiàn)代制造業(yè)多品種、小批量、個性化發(fā)展需求的先進數(shù)控加工技術(shù),日益受到重視[2]。車銑復(fù)合加工為復(fù)雜零件、高精密零件和難加工零件提供了先進的解決方案,解決了傳統(tǒng)加工中心難以解決的加工難題 。
車銑復(fù)合加工設(shè)備的主要優(yōu)勢在于加工工藝更加靈活、工序更加集中,從而可以縮短產(chǎn)品制造工藝鏈、提高工藝的有效性、減少零件在整個加工過程中的裝夾次數(shù)、提高位置加工精度。但在實際應(yīng)用中,卻面臨很多困難和挑戰(zhàn)。主要原因是在車銑復(fù)合加工工藝過程設(shè)計中,面向車銑復(fù)合加工的加工方法決策技術(shù)、加工工步排序技術(shù)和干涉碰撞檢測技術(shù)尚處于探索階段,因此,車銑復(fù)合加工設(shè)計工藝水平低下成為制約加工設(shè)備應(yīng)用的主要障礙。
隨著車銑復(fù)合加工設(shè)備的廣泛應(yīng)用,研究符合車銑復(fù)合加工的先進工藝設(shè)計方法,充分挖掘設(shè)備的應(yīng)用潛能,成為企業(yè)的迫切需求。為了解決該問題,本文通過分析面向車銑復(fù)合加工工藝設(shè)計中的加工方法決策、加工工步排序和碰撞檢測3個關(guān)鍵問題的研究現(xiàn)狀,探討了相應(yīng)問題的解決方法。
車銑復(fù)合加工方法決策技術(shù)
加工方法決策是影響工藝設(shè)計方案準確與否的關(guān)鍵環(huán)節(jié),是實現(xiàn)工藝設(shè)計智能化的核心問題。加工方法決策的原理是根據(jù)產(chǎn)品制造特征信息和加工知識信息給出滿足加工精度要求的加工方法。在現(xiàn)代計算機輔助工藝設(shè)計技術(shù)中,工藝推理的特征信息和加工方法知識信息一般分別用產(chǎn)品特征數(shù)據(jù)庫和加工方法知識庫來進行存儲。由于傳統(tǒng)工藝設(shè)計在構(gòu)建特征數(shù)據(jù)庫和加工知識庫過程中都缺乏對同步加工相關(guān)知識的描述和表達,在推理決策過程中無法得到滿足車銑復(fù)合加工的加工方法決策信息,因此研究符合車銑復(fù)合加工的加工方法決策技術(shù)具有重要意義。
目前,面向車銑復(fù)合加工方法的決策技術(shù)還處于起步階段,但是傳統(tǒng)加工工藝和五軸加工工藝的決策技術(shù)發(fā)展已經(jīng)成熟。車銑復(fù)合加工方法與傳統(tǒng)加工方法的單元都是加工操作方法,所以車銑復(fù)合加工方法可以分享傳統(tǒng)加工方法的特征和知識信息;同時車銑復(fù)合加工方法具有同步加工的特性,這就要求對傳統(tǒng)加工方法進行再組織和協(xié)調(diào)。北京航空航天大學課題組致力于先進制造工藝領(lǐng)域的研究,建立了較完善的特征數(shù)據(jù)庫和加工知識庫[5-7]。本研究在此基礎(chǔ)上,繼承其特征建模技術(shù)和構(gòu)建知識庫的方法,通過分析和總結(jié)現(xiàn)有車銑復(fù)合加工方法特點,構(gòu)建面向車銑復(fù)合加工的特征數(shù)據(jù)庫和加工方法知識庫。通過基于特征與知識推理機制決策加工方法,解決現(xiàn)有工藝設(shè)計系統(tǒng)在車銑復(fù)合加工方法決策過程中知識乏力的問題,拓寬工藝設(shè)計系統(tǒng)的應(yīng)用范疇。
車銑復(fù)合加工的突出特點是同步加工技術(shù)的應(yīng)用,同步加工是指采用多刀架同時切削,這樣能夠減小加工時間,提高生產(chǎn)效率。以雙主軸雙刀架車銑復(fù)合機床為例,同步加工主要分為雙刀架同時加工同一個工件的同一個特征、雙刀架同時加工同一個工件的兩個特征和雙刀架同時加工兩個不同的工件這3種類型。特征類型與加工方法之間是一對多的關(guān)系,如車削外圓可以采用雙刀架同時加工一個特征,也可以采用雙刀架同時加工車削外圓與鉆軸向孔兩個特征。因此,需要分析同步加工相關(guān)屬性信息,在特征數(shù)據(jù)庫和工藝知識庫中進行準確表達和清晰描述。
特征數(shù)據(jù)庫是描述產(chǎn)品特征信息的載體,包含了產(chǎn)品特征類型,及特征對應(yīng)的幾何信息和非幾何信息。其中,幾何信息是指特征包含的幾何形面;非幾何信息是標注在幾何形面上的尺寸、粗糙度、形位公差、注釋等信息。在構(gòu)建特征數(shù)據(jù)庫時以特征為單元,能夠完整表達產(chǎn)品的設(shè)計信息,有助于實現(xiàn)產(chǎn)品設(shè)計與工藝過程設(shè)計之間的信息傳遞,支持工藝過程設(shè)計。
加工方法知識庫是對加工方法適用范圍的形式化表達,包含加工方法及其所適應(yīng)的工件材料、幾何形狀及經(jīng)濟加工精度的定義。知識庫除了描述加工方法信息以外,還要反映加工方法與產(chǎn)品制造信息的對應(yīng)關(guān)系,以便根據(jù)加工方法知識匹配適合產(chǎn)品設(shè)計要求的加工方法,從而為加工方法決策提供理論支持。
加工方法決策是根據(jù)產(chǎn)品的特征信息和加工知識進行推理,決策出滿足產(chǎn)品精度要求的加工方法。車銑復(fù)合加工方法決策流程如圖1所示,主要步驟如下:
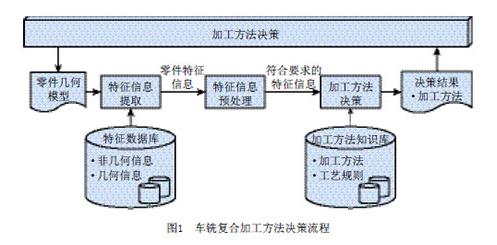
特征信息提取:根據(jù)零件的幾何模型,獲取零件包含的技術(shù)要求和特征信息,以及特征對應(yīng)的幾何信息和非幾何信息。
特征信息預(yù)處理:按照加工方法知識模型所要求的格式對特征信息進行預(yù)處理。如產(chǎn)品特征信息中的精度上下限需要轉(zhuǎn)換為精度等級的形式,便于在加工方法決策中進行匹配。
加工方法決策:從加工方法知識庫中獲取加工方法知識,將知識庫中給定的屬性值與特征數(shù)據(jù)進行比較,與幾何特征、材料、精度及熱處理等信息進行匹配,得出符合條件的可行加工方法,選擇最優(yōu)的加工方法作為決策結(jié)果。
車銑復(fù)合加工工步排序技術(shù)
在車銑復(fù)合加工設(shè)備上加工復(fù)雜零件時,零件在一次裝夾下的工步數(shù)目多、排序規(guī)模大,單靠經(jīng)驗難以得到較好的排序方案。工步排序不僅影響工藝方案的優(yōu)劣,還會影響加工設(shè)備的使用率和產(chǎn)品的加工質(zhì)量。為了充分發(fā)揮車銑復(fù)合機床的加工能力,在加工條件允許的前提下,通過雙刀架的同步操作實現(xiàn)零件多個工步同時加工。但為實現(xiàn)這樣的同步加工,就需要分析車銑復(fù)合加工同步工步之間的優(yōu)先關(guān)系,合理安排工步之間的串行和并行加工順序。
傳統(tǒng)工步排序一般是線性工步排序,不存在同步加工問題,采用改進的智能算法可以有效地解決工步排序問題[8-9]。車銑復(fù)合工步排序是同時涉及資源調(diào)度和工步排序的復(fù)雜問題,資源調(diào)度是指車銑復(fù)合加工設(shè)備包含的主軸和刀架的分配,因此在排序過程中不僅要考慮同步工步的組合關(guān)系,還有分配合理的主軸和刀架。Nan-Chieh Chiu等[10]針對多主軸多刀架加工中心的工序排序問題,采用了改進的遺傳算法,但是在工藝排序過程中卻沒有考慮車削工藝與鉆削工藝的同步加工方式;Dae-Hyuk C等[11]以產(chǎn)品的加工時間為優(yōu)選目標,采用枚舉法列舉了車銑復(fù)合加工的所有可行加工方案,但該方法僅適用于工步少的零件,否則計算量將呈指數(shù)形式增加。
隨著智能優(yōu)化算法在計算機領(lǐng)域的應(yīng)用,利用人工智能技術(shù)進行工藝排序的研究,對提高工藝排序的自動化和智能化水平,都起到了積極的推動作用。圖2給出了一種建立在工步有向圖基礎(chǔ)上的解決車銑復(fù)合加工工步排序方法示意,該方法結(jié)合零等待微資源分配算法,可實現(xiàn)同步工步與主軸和刀架的動態(tài)組合。
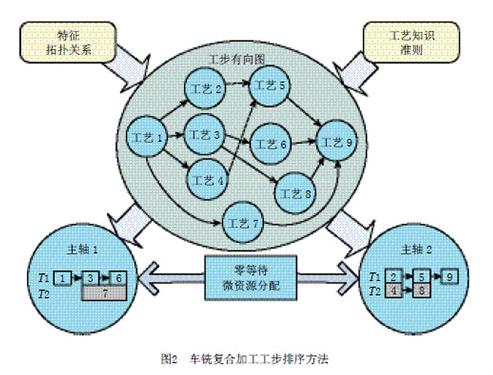
工步有向圖的基本原理是根據(jù)產(chǎn)品特征之間的拓撲關(guān)系和工藝知識準則,以有向圖的形式表達工步之間的優(yōu)先關(guān)系。工步有向圖以最簡潔的效果,形式化地表達了工步之間的優(yōu)先關(guān)系。圖2工步有向圖的箭頭從優(yōu)先加工工步指向后加工工步,如工步1優(yōu)先于工步3加工。為了在有向圖中準確地表示工步之間的關(guān)系,引入邏輯與和邏輯或的關(guān)系,其中實線表示邏輯與的關(guān)系如工步9必須在工步5、6、7、8加工之后加工;點劃線表示邏輯或的關(guān)系如工步5在工步2或者工步4之后加工。
零等待微資源分配是指合理選擇車銑復(fù)合加工的同步工步,及時分配相應(yīng)的主軸和刀架,使所有的工步都盡量在第一時間得到響應(yīng)。在分配過程中,力求提高主軸和刀架的使用效率,減小刀架等待時間。其中刀架和主軸的使用遵循以下規(guī)則:一個主軸在一段時間內(nèi)最多只能安裝一個工件;一個刀架在一段時間內(nèi)最多只能加工一個工步;不同的刀架可以同時加工不同的工步。
同步加工是兩個沒有約束關(guān)系的工步,在加工設(shè)備主軸和刀架允許的情況下,采用的一種高效加工方式。同步加工策略主要有同步車外圓、同步車端面、同步車外圓和鉆孔、同步銑削和同步徑向鉆孔等理論可行方案。在實例化工步排序過程中,應(yīng)該使同步工步之間的加工時間差最小,減少刀架的等待時間。
車銑復(fù)合工藝設(shè)計中的碰撞檢測技術(shù)
在車銑復(fù)合加工過程中,由于車銑復(fù)合加工設(shè)備結(jié)構(gòu)復(fù)雜、運動部件多、空間小,刀具與刀具,刀具與刀架之間極易發(fā)生碰撞現(xiàn)象。車銑復(fù)合工藝設(shè)計中的碰撞檢測是驗證工藝方案的可行性,檢測同步加工工步、刀軌路徑和加工參數(shù)正確與否的一種重要手段,因此,研究碰撞檢測技術(shù)顯得尤為重要。
隨著計算機技術(shù)的發(fā)展,虛擬仿真技術(shù)在減低成本,提高效率方面都有顯著優(yōu)勢。碰撞檢測算法主要有空間分解法和層次包圍盒法兩種算法,其核心思想都是盡可能減少相交測試對象的數(shù)目來提高檢測速度。空間分解法適用于稀疏的環(huán)境中分布比較均勻的幾何對象間的檢測,層次包圍盒方法則應(yīng)用更為廣泛,適應(yīng)復(fù)雜環(huán)境中的碰撞檢測[12]。車銑復(fù)合加工環(huán)境復(fù)雜,運動對象多,因此,在本研究中選用了基于層次包圍盒的方法。
傳統(tǒng)檢測方法是進行一次或多次試切、不斷調(diào)試,直到確認能夠完成預(yù)定的加工要求,這種方法效率低、周期長、成本高。為了提高檢測效率,基于虛擬仿真技術(shù)的碰撞檢測算法[13-15]為工藝方案的修正提供了依據(jù),但是在修正過程中需要工藝人員根據(jù)經(jīng)驗預(yù)估修正方式,由預(yù)估引起的不確定性和偶然性,給生產(chǎn)計劃帶來一定風險,如果不能及時解決,可能影響生產(chǎn)進度。為了避免盲目的方案預(yù)估,減少反復(fù)修正的次數(shù),提高準確率,保證精度,準確計算發(fā)生初始碰撞時間和位置信息可有效解決該問題。圖3給出了以初始碰撞時間和位置為檢測目標,采用改進OBB包圍盒碰撞檢測算法對車銑復(fù)合工藝方案中可能存在的碰撞進行檢測的流程。
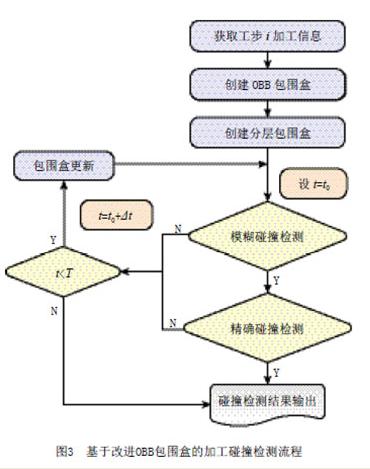
車銑復(fù)合加工是一個動態(tài)過程,在該方法中,將時間參數(shù)作為一個自變量,把工步分為若干時間節(jié)點,求解每個時間節(jié)點的碰撞情況,簡化了碰撞檢測算法的難度。算法以車銑復(fù)合加工工步為單元,根據(jù)工步包含的幾何對象創(chuàng)建各對象的OBB包圍盒及其層次包圍盒樹;基于分離軸理論的模糊檢測,快速剔除不發(fā)生碰撞的對象,減少運算對象,提高檢測效率;基于矢量法的精確檢測和三角面片相交算法,計算發(fā)生初始碰撞的時間和位置。
在模糊檢測階段,當不發(fā)生碰撞時,計算下一時間節(jié)點的碰撞情況;當發(fā)生碰撞時,進入精確檢測階段。在精確檢測階段,當不發(fā)生碰撞時,返回模糊檢測階段,計算下一時間節(jié)點的碰撞情況;當發(fā)生碰撞現(xiàn)象時,輸出檢測結(jié)果。直到遍歷完該工步的所有時間節(jié)點,完成碰撞檢測過程。該計算結(jié)果能幫助工藝設(shè)計人員更快地進行工藝方案或運動參數(shù)的修正,提高了修正效率。該算法適用于車銑復(fù)合加工所有的加工類型,即常規(guī)加工工步和同步加工工步。
結(jié)束語
車銑復(fù)合加工工藝設(shè)計是目前工藝設(shè)計領(lǐng)域研究的熱點,也是難點之一。本文在分析車銑復(fù)合加工工藝特點的基礎(chǔ)上,研究了車銑復(fù)合加工工藝設(shè)計中的加工方法決策、加工工步排序和干涉碰撞檢測3個關(guān)鍵問題。根據(jù)車銑復(fù)合加工中的“同步加工”特點,提出了解決上述問題的方法:包括建立面向車銑復(fù)合加工的加工方法決策機制;應(yīng)用同步加工策略,采用工步有向圖和零等待微資源分配的方法;將基于OBB包圍盒的碰撞檢測算法用于快速檢測車銑復(fù)合加工中的碰撞。這些方法可以驗證工藝設(shè)計方案的可行性和準確性,解決車銑復(fù)合加工工步排序問題,提高工步排序的效率和水平。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況