



滾珠絲杠副支承軸頸相對(duì)滾道中心線徑向圓跳動(dòng)的檢測(cè)方法
2023-11-6 來(lái)源:南京工藝裝備制造有限公司 作者: 李小春 周霞
1. 序言
隨著國(guó)產(chǎn)滾珠絲杠副的高速、高精、高質(zhì)量發(fā)展,其對(duì)檢測(cè)的要求也不斷優(yōu)化提升 ; 其中滾珠絲杠副的精度決定著滾珠絲杠副在機(jī)床中的安裝精度和運(yùn)動(dòng)精度,目前國(guó)家標(biāo)準(zhǔn)中對(duì)滾珠絲杠副的安裝要求有著明確的規(guī)定,若跳動(dòng)和位置精度不合格,則安裝很難達(dá)到要求,影響滾珠絲杠副的動(dòng)態(tài)精度以及各性能的測(cè)試結(jié)果。
GB/T 17587.3—1998 標(biāo)準(zhǔn)中的滾珠絲杠副跳動(dòng)和位置精度包含滾珠絲杠副外徑的徑向圓跳動(dòng)、滾珠絲杠副的支承軸頸相對(duì)于 AA'(滾珠絲杠副外徑)的徑向圓跳動(dòng)、滾珠絲杠副的軸頸相對(duì)于支承軸頸的徑向圓跳動(dòng)、滾珠絲杠副的支承軸頸肩面相對(duì)于滾珠絲杠副外徑的軸向圓跳動(dòng)、滾珠絲杠副的滾珠螺母安裝端面相對(duì)于滾珠絲杠副外徑的軸向圓跳動(dòng)、滾珠絲杠副的滾珠螺母安裝外圓相對(duì)于滾珠絲杠副外徑的徑向圓跳動(dòng)等方面,其測(cè)量方法是將滾珠絲杠副置于兩等高 V 形鐵上,兩等高 V 形鐵的位置分別位于滾珠絲杠副外徑兩端的 2d0(d0 為滾珠絲杠副的公稱直徑)處,將指示器的測(cè)頭垂直觸及待測(cè)位置,然后按標(biāo)準(zhǔn)中的規(guī)定緩緩轉(zhuǎn)動(dòng)滾珠絲杠或滾珠螺母,記下指示器的讀數(shù)變化。
然而在機(jī)床安裝和使用中,滾珠絲杠副支承軸頸與滾珠螺紋中心的位置要求直接影響了滾珠絲杠副在機(jī)床中的安裝和運(yùn)動(dòng)精度,滾珠絲杠副的支承軸頸與滾珠螺紋中心線的徑向圓跳動(dòng)要求更為合理準(zhǔn)確。在GB/T 17587.3—1998標(biāo)準(zhǔn)中,滾珠絲杠副跳動(dòng)和位置精度沒(méi)有檢測(cè)項(xiàng)目能直接檢測(cè)出支承軸頸與滾珠螺紋中心的跳動(dòng)要求,其中滾珠絲杠副支承軸頸相對(duì)于滾珠絲杠副外徑的徑向圓跳動(dòng)檢測(cè)項(xiàng)目,本意是通過(guò)此項(xiàng)目控制滾珠螺紋中心與軸頸的位置公差,因?yàn)闈L珠絲杠外徑一般作為滾珠螺紋的加工工藝基準(zhǔn),滾珠螺紋中心與滾珠絲杠外徑同軸度較好,另外,滾珠螺紋是空間螺旋曲面,很難作為檢測(cè)基準(zhǔn),以滾珠絲杠外徑為檢測(cè)基準(zhǔn)檢測(cè)比較方便。故 GB/T17587.3—1998中用滾珠絲杠副支承軸頸相對(duì)于滾珠絲杠副外徑的徑向圓跳動(dòng)代替了滾珠絲杠副的支承軸頸與滾珠螺紋中心線的徑向圓跳動(dòng),但是這種替代檢測(cè)方法會(huì)因?yàn)闈L珠絲杠副外徑與滾珠螺紋中心線存在的位置偏差以及滾珠絲杠外徑的形狀公差影響實(shí)際的檢測(cè)結(jié)果,另外在一些短而粗的滾珠絲杠螺紋加工時(shí)都不以絲杠外徑為基準(zhǔn)進(jìn)行磨削,但是為了檢測(cè),需要精磨削滾珠絲杠外圓。
鑒于以上緣故, 參考《Ball screws?Part3:Acceptance conditions and acceptancetests》(ISO3408-3:2011),在 2017 年發(fā)布的國(guó)家標(biāo)準(zhǔn)《滾珠絲杠副 第 3 部分 : 驗(yàn)收條件和驗(yàn)收檢驗(yàn)》(GB/T17587.3)中,相比之前版本,增加了 “E6.2” 檢驗(yàn)項(xiàng)目,該項(xiàng)目為滾珠絲杠副的支承軸頸相對(duì)于滾珠螺紋中心線的徑向圓跳動(dòng)(見圖 1)。
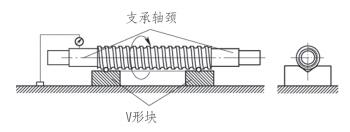
圖 1 滾珠絲杠副的支承軸頸相對(duì)于滾珠螺紋中心線的徑向圓跳動(dòng)
從實(shí)際使用角度來(lái)講,滾珠絲杠副的支承軸頸跳動(dòng)以滾珠絲杠的螺旋線中心線作為基準(zhǔn)檢測(cè),更能校正其在機(jī)床上的安裝,保證其運(yùn)行精度與穩(wěn)定性 ; “E6.2” 檢測(cè)方法避免了滾珠絲杠外徑和滾珠螺紋之間的制造誤差,較傳統(tǒng)檢測(cè)方法更符合實(shí)際使用。
“E6.2” 的檢測(cè)方法中規(guī)定 : 用與滾珠同樣尺寸的多個(gè)球,在滾珠螺紋接近螺紋端部處支承起滾珠絲杠副,將指示器的測(cè)頭置于滾珠絲杠支承軸頸外圓上,轉(zhuǎn)動(dòng)滾珠絲杠一圈并記下指示器的讀數(shù)變化。從規(guī)定的檢測(cè)方法中我們可以看出,以滾珠螺紋中心做基準(zhǔn),無(wú)法直接使用傳統(tǒng)的 V形鐵支撐辦法,臨時(shí)測(cè)量可以在 V 形鐵與滾道之間添加鋼球支撐,但在轉(zhuǎn)動(dòng)滾珠絲杠進(jìn)行測(cè)量時(shí),存在鋼球易移位,測(cè)量不準(zhǔn)確的問(wèn)題,此檢測(cè)項(xiàng)目的可操作性仍然不強(qiáng),常規(guī)的檢測(cè)方法和儀器很難進(jìn)行檢測(cè)。
本文針對(duì) “E6.2” 新增檢測(cè)項(xiàng)目,為解決該項(xiàng)目的檢測(cè)難題,從工裝研發(fā)、檢驗(yàn)方法創(chuàng)新、檢具測(cè)量與校準(zhǔn)的角度介紹兩種兼顧可操作性和經(jīng)濟(jì)性、精確性的檢測(cè)方法。
2. 檢測(cè)專用工裝設(shè)計(jì)
滾珠絲杠副所采用的滾動(dòng)體是鋼球,滾珠絲杠的螺紋中心就是滾動(dòng)體理論上所處的中心,按GB/T 17587.3—2017中要求用與滾珠同樣尺寸的多個(gè)球支承滾珠絲杠副,鋼球在 V 形鐵上位置不好固定,在旋轉(zhuǎn)滾珠絲杠副的過(guò)程中也不穩(wěn)定,故將鋼球設(shè)計(jì)為圓柱,V 形鐵上鑲嵌同等直徑尺寸的半圓柱,圓柱半徑就與鋼球半徑一致。一個(gè)V 形鐵上兩個(gè)圓柱的位置置于螺旋線切線處,V形鐵上鑲嵌半圓柱如圖 2 所示。
該檢測(cè)專用工裝設(shè)計(jì)的優(yōu)點(diǎn)是操作簡(jiǎn)單,檢測(cè)精度高,檢測(cè)一致性好,適合單規(guī)格批量滾珠絲杠副的檢測(cè),缺點(diǎn)是可檢測(cè)規(guī)格單一,制造成本高。
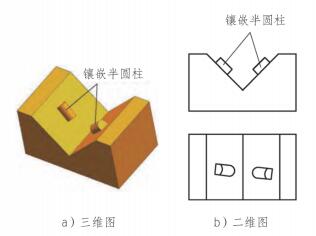
圖 2 V 形鐵上鑲嵌半圓柱
對(duì)于一些精度等級(jí)不高,多規(guī)格小批量滾珠絲杠副的檢測(cè),可以采用另一種型鐵上放置可調(diào)檢測(cè)圓柱的檢測(cè)專用工裝進(jìn)行檢測(cè)(見圖 3)。
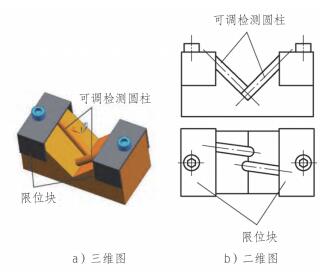
圖 3 V 形鐵上放置可調(diào)檢測(cè)圓柱
該檢測(cè)專用工裝采用可活動(dòng)的兩同等尺寸的檢測(cè)圓柱置于 V 形鐵表面,檢測(cè)圓柱尺寸與鋼球尺寸一致,V 形兩側(cè)設(shè)計(jì)限位塊,限位塊用螺釘固定。這種專用檢測(cè)工裝在檢測(cè)過(guò)程中,將滾珠絲杠副置于圓柱上時(shí),圓柱因?yàn)橛幸欢ǖ幕顒?dòng)空間,旋轉(zhuǎn)滾珠絲杠副時(shí)可以自動(dòng)找正螺旋升角。因螺旋升角有一定的可調(diào)范圍,故該檢測(cè)工裝可以適合多規(guī)格的滾珠絲杠副的檢測(cè)。
3. 檢測(cè)方法
3.1 雙V形鐵鑲嵌半圓柱檢測(cè)方法
用兩個(gè)同等高度的 V 形鐵,置于滾珠絲杠的接近螺紋端部處,將指示器的測(cè)頭置于滾珠絲杠支承軸頸的外圓上,轉(zhuǎn)動(dòng)滾珠絲杠一圈并記下指示器讀數(shù)變化。采用雙 V 形鐵鑲嵌半圓柱檢測(cè)方法(見圖 4),在滾珠絲杠零件加工過(guò)程中和裝配好滾珠絲杠副后都可以進(jìn)行支承軸頸跳動(dòng)檢測(cè)。
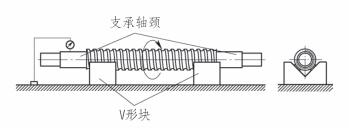
圖 4 雙 V 形鐵鑲嵌半圓柱檢測(cè)方法
3.2 雙V形鐵放置可調(diào)檢測(cè)圓柱檢測(cè)
將滾珠絲杠副置于檢測(cè)圓柱上,轉(zhuǎn)動(dòng)滾珠絲杠副,使得檢測(cè)圓柱自動(dòng)找正螺旋升角,將指示器的測(cè)頭置于滾珠絲杠支承軸頸的外圓上,轉(zhuǎn)動(dòng)滾珠絲杠一圈并記下指示器讀數(shù)變化。雙 V 形鐵放置可調(diào)檢測(cè)圓柱檢測(cè)方法(見圖 5),也可以在滾珠絲杠零件加工過(guò)程中和裝配好滾珠絲杠副后進(jìn)行支承軸頸跳動(dòng)檢測(cè)。
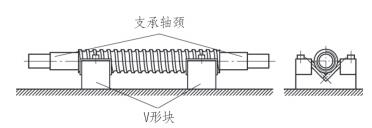
圖 5 雙 V 形鐵放置可調(diào)檢測(cè)圓柱檢測(cè)方法
3.3 采用單V形鐵固定滾珠螺母檢測(cè)
在某些特殊場(chǎng)合,有預(yù)緊力的滾珠絲杠副,又無(wú)專用檢測(cè)工裝的情況下,也可以采用單 V 形鐵固定滾珠螺母進(jìn)行檢測(cè),因?yàn)槭怯蓄A(yù)緊力的滾珠絲杠副,滾珠絲杠和滾珠螺母在裝配鋼球后無(wú)間隙,故固定滾珠螺母也可視作以螺紋中心做基準(zhǔn),在用戶現(xiàn)場(chǎng),也可以用螺母座代替 V 形鐵來(lái)固定滾珠螺母。
單 V 形鐵固定滾珠螺母檢測(cè)方法(見圖 6),滾珠螺母旋至螺紋滾道一端,將滾珠螺母置于上下兩 V 形鐵中間,并用螺栓聯(lián)接起到緊固作用,將滾珠螺母旋至螺紋滾道一端,對(duì)于長(zhǎng)滾珠絲杠副另一端用可調(diào) V 形鐵支撐,將指示器的測(cè)頭置于滾珠絲杠支承軸頸的外圓上,轉(zhuǎn)動(dòng)滾珠絲杠一圈并記下指示器讀數(shù)變化。
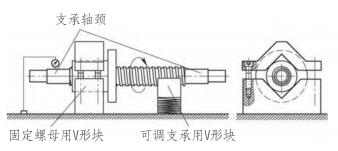
圖 6 單 V 形鐵固定滾珠螺母檢測(cè)方法
4. 測(cè)量系統(tǒng) MSA 分析
為了檢驗(yàn)應(yīng)用該新設(shè)計(jì)的 V 形鐵工裝在滾珠絲杠副的跳動(dòng)檢測(cè)上的可靠性與穩(wěn)定性,使用MSA(Measurement Systems Analysis)測(cè)量系統(tǒng)分析方法,通過(guò)統(tǒng)計(jì)分析的手段,對(duì)構(gòu)成滾珠絲杠副 “E6.2” 跳動(dòng)測(cè)量系統(tǒng)的各個(gè)影響因子進(jìn)行統(tǒng)計(jì)變差分析和研究,以得到該測(cè)量系統(tǒng)是否準(zhǔn)確可靠的結(jié)論。
根據(jù) MSA 手冊(cè),在測(cè)定過(guò)程中得到的測(cè)量值里一般包含著實(shí)際工程的變動(dòng)和根據(jù)測(cè)量系統(tǒng)的變動(dòng)。
被觀測(cè)的變動(dòng)( 2total )=工程的變動(dòng)(2p)+測(cè)量變動(dòng)(2 M S),測(cè)量波動(dòng)再區(qū)分為重復(fù)性和再現(xiàn)性,測(cè)量變動(dòng)(2MS)=重復(fù)性(2Repeatability)+再現(xiàn)性(2Reproducibility),重復(fù)性和再現(xiàn)性兩種波動(dòng)的和,即測(cè)量系統(tǒng)的波動(dòng) R&R。
針對(duì)滾珠絲杠副支承軸頸相對(duì)滾道中心線徑向圓跳動(dòng)檢測(cè)系統(tǒng),采用量具 R&R 方法,取 10個(gè)試樣,每個(gè)試樣由 3 個(gè)操作人員各檢測(cè) 3 次,檢測(cè)數(shù)據(jù)為計(jì)量型。以5010-P4規(guī)格長(zhǎng)1500mm滾珠絲杠副為例,根據(jù)國(guó)標(biāo)要求,其軸頸跳動(dòng)t6.2 公差為 0.013mm; 檢測(cè)方法采用雙 V 形鐵放置可調(diào)檢測(cè)圓柱檢測(cè)(見圖 7),該批次 10 根滾珠絲杠副支承軸頸跳動(dòng)的測(cè)量數(shù)據(jù)見表 1。
測(cè)量結(jié)果的 t6.2 極差控制如圖 8 所示,t6.2均值控制如圖 9 所示。
表 1 滾珠絲杠副支承軸頸跳動(dòng)的測(cè)量數(shù)據(jù) (單位 :mm)
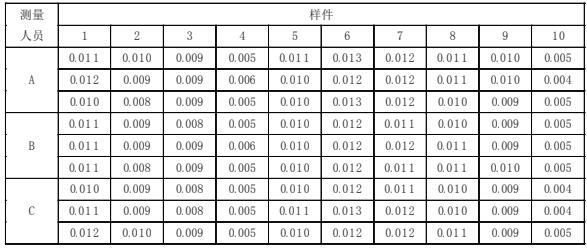

圖 7 采用雙 V 形鐵放置可調(diào)檢測(cè)圓柱檢測(cè)
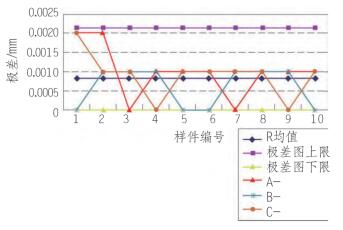
圖 8 t6.2 極差控制
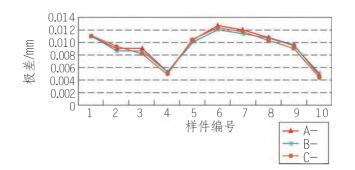
圖 9 t6.2 均值控制
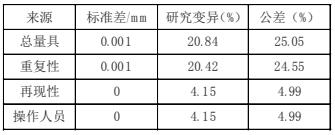
從圖 8 中可以得知,3 個(gè)測(cè)量人員的讀數(shù)都在極差圖的控制線范圍內(nèi),說(shuō)明該測(cè)量系統(tǒng)對(duì)人員的技術(shù)不敏感,具有可重復(fù)性。從圖 9 可以得知同一零件與測(cè)量人員的交互小,即不同測(cè)量人員均能反映待測(cè)件的真實(shí)水平。從 Minitab 軟件分析結(jié)果可以得出表 2。
表 2 Minitab 軟件分析結(jié)果
5. 結(jié)束語(yǔ)
本文針對(duì)GB/T 17587.3—2017中新增的“E6.2” 檢測(cè)項(xiàng)目,創(chuàng)新性地研發(fā)了檢測(cè)工裝,該檢測(cè)工裝使用方便,精度高,同時(shí)對(duì)配套該檢測(cè)工裝的測(cè)量系統(tǒng)進(jìn)行了量具M(jìn)SA分析,使用量具 R&R 方法分析了 “E6.2” 檢測(cè)項(xiàng)目的檢測(cè)重復(fù)性與再現(xiàn)性,達(dá)到了精密精確的檢測(cè)要求。支承軸頸相對(duì)于滾道中心線徑向圓跳動(dòng)的檢測(cè)采用以上檢測(cè)方法更加容易操作,在滾珠絲杠副安裝過(guò)程中更容易實(shí)現(xiàn),特別適合此類長(zhǎng)絲杠的檢測(cè),方便了制造方檢驗(yàn)人員以及機(jī)床主機(jī)廠商調(diào)試人員,對(duì)滾珠絲杠副的生產(chǎn)、使用產(chǎn)生了積極意義。
投稿箱:
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進(jìn)行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點(diǎn)
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年5月 新能源汽車銷量情況
- 2025年5月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年5月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年5月 軸承出口情況
- 2025年5月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年5月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機(jī)床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
博文選萃
| 更多
- 機(jī)械加工過(guò)程圖示
- 判斷一臺(tái)加工中心精度的幾種辦法
- 中走絲線切割機(jī)床的發(fā)展趨勢(shì)
- 國(guó)產(chǎn)數(shù)控系統(tǒng)和數(shù)控機(jī)床何去何從?
- 中國(guó)的技術(shù)工人都去哪里了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營(yíng)銷,害人害己!不倒閉才
- 制造業(yè)大逃亡
- 智能時(shí)代,少談點(diǎn)智造,多談點(diǎn)制造
- 現(xiàn)實(shí)面前,國(guó)人沉默。制造業(yè)的騰飛,要從機(jī)床
- 一文搞懂?dāng)?shù)控車床加工刀具補(bǔ)償功能
- 車床鉆孔攻螺紋加工方法及工裝設(shè)計(jì)
- 傳統(tǒng)鉆削與螺旋銑孔加工工藝的區(qū)別