



數(shù)控機床絲杠的錯流內(nèi)冷結(jié)構(gòu)設(shè)計與研究
2021-7-7 來源: 廣西科技師范學(xué)院 職業(yè)技術(shù)教育學(xué)院 作者:李帥 郭言國
摘要:機床進給用絲杠需要進行降溫以提高加工精度,文中分析了絲杠空心內(nèi)冷結(jié)構(gòu)降溫存在的不足,并設(shè)計了一種錯流內(nèi)冷結(jié)構(gòu)對絲杠降溫。通過對絲杠的壓桿穩(wěn)定性和系統(tǒng)剛度驗算,確所設(shè)計的內(nèi)冷結(jié)構(gòu)符合工作要求。然后對比分析實心、空心、錯流內(nèi)冷絲杠的降溫效果,最后得出錯流式內(nèi)冷結(jié)構(gòu)絲杠降溫效果最為明顯的結(jié)論。
關(guān)鍵詞:機床;加工精度;絲杠;降溫
0 引 言
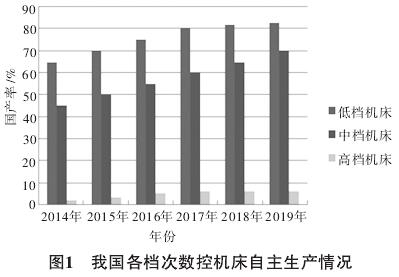
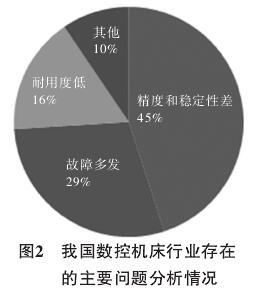
高速、高精數(shù)控加工機床已成為世界主流,而我國高端機床國產(chǎn)率還處于較低水平。據(jù)調(diào)查,從2014—2019年我國高端數(shù)控機床國產(chǎn)化率僅上升4%,如圖1所示。如圖2所示,我國高端數(shù)控機床進展緩慢的主要原因是機床精度和穩(wěn)定性差,其次是故障頻發(fā),然后是耐用度低。作為數(shù)控機床進給部件,絲杠由于受到溫升影響而發(fā)生膨脹,導(dǎo)致進給量發(fā)生偏移,最終零件精度也會受到影響。所以將絲杠進行合理恰當(dāng)?shù)慕禍卦谝欢ǔ潭壬峡梢愿纳茩C床的加工精度。
1、絲杠空心內(nèi)冷結(jié)構(gòu)分析
如圖3所示,絲杠空心式內(nèi)冷結(jié)構(gòu)是現(xiàn)在內(nèi)冷卻的普遍做法,具體做法是:首先將絲杠做成中空型式,然后放入導(dǎo)管至絲杠另一端,最后通入冷卻液。冷卻液從導(dǎo)管入口開始流入,經(jīng)導(dǎo)管流至管底后,開始與絲杠內(nèi)徑接觸,然后反向流回,最后流出絲杠。
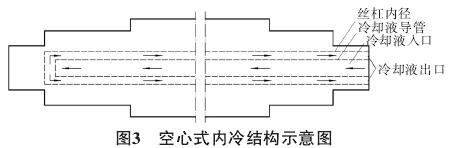
然而,絲杠空心內(nèi)冷結(jié)構(gòu)的設(shè)計存在著如下幾個問題:1)降溫效果不明顯。絲杠主要發(fā)熱源是在螺紋表面處,并不在絲杠軸心處,想對絲杠軸心進行冷卻而達到讓整個絲杠降溫,并不是最科學(xué)的降溫方法。2)冷卻液與絲杠接觸時間過短。冷卻液從導(dǎo)管入口進入,但并未杠相接觸,等到冷卻液回程時才開始與絲杠接觸,這樣會導(dǎo)致冷卻液利用不充分,降溫效果差、效率低。3)絲杠徑向溫度分布不均勻。冷卻液在絲杠內(nèi)并未均勻分布,而是集中在絲杠軸心處,這樣就造成了絲杠表面溫度過熱,軸心溫度過冷,容易受到熱脹冷縮的影響。4)設(shè)計不夠簡化。空心式內(nèi)冷結(jié)構(gòu)還需要設(shè)計一個冷卻液導(dǎo)管,如果導(dǎo)管過長的話,還需要考慮導(dǎo)管本身的支撐問題,所以比較麻煩。綜合以上原因,空心式內(nèi)冷結(jié)構(gòu)對于絲杠降溫來說,并不是最科學(xué)有效的辦法。
2、絲杠錯流內(nèi)冷結(jié)構(gòu)的設(shè)計
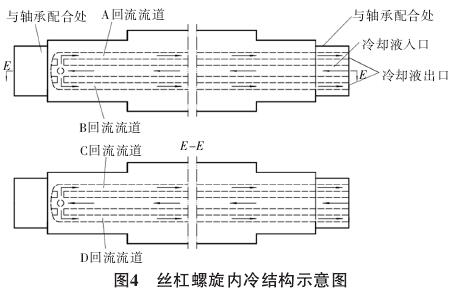
如圖4所示,錯流式內(nèi)冷結(jié)構(gòu)省去了冷卻液導(dǎo)管,用內(nèi)流道替代。進水、回水分別有各自的路線,分工明確,一體化設(shè)計。冷卻液首先從入口流入,沿著內(nèi)流道流至絲杠另一端,然后分別進入A、B、C、D四個回流流道,冷卻液分別沿著A、B、C、D流道流回,最后從冷卻液出口流出。冷卻液從右至左,然后再從左至右的過程中帶走絲杠內(nèi)部熱量,達到降溫的效果。
2.1 參考尺寸設(shè)定
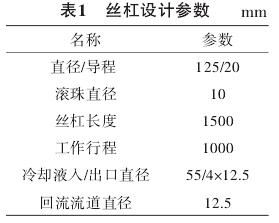
由于要預(yù)留出絲杠內(nèi)冷結(jié)構(gòu)空間,所以絲杠的直徑不宜過小,至少在100mm以上。4個回流流道的直徑要略大于滾珠直徑。另外,為保證足夠的流量,冷卻液進水口一定要大于出水口,絲杠設(shè)計參數(shù)如表1所示。
2.2 絲杠的穩(wěn)定性分析
如圖5所示,絲杠內(nèi)冷結(jié)構(gòu)的危險部位在回流流道的入口處。當(dāng)機床加工零件時,絲杠會承受一定的軸向載荷,此時絲杠內(nèi)冷結(jié)構(gòu)也會受到一定影響,首先最有可能受到?jīng)_擊的就是回流流道入口,所以要對回流流道入口進行壓桿穩(wěn)定性分析。

2.2.1 抗彎強度驗算
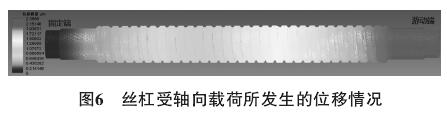
絲杠安裝方式為左端固定、右端游動的形式。當(dāng)機床在強切削工況下,絲杠所受的軸向載荷約為3000 N(如圖6),此時絲杠最大位移量約為2.4 mm,發(fā)生在右端游動軸承處,此后隨著絲杠長度增加,絲杠受軸向載荷的影響開始減輕。
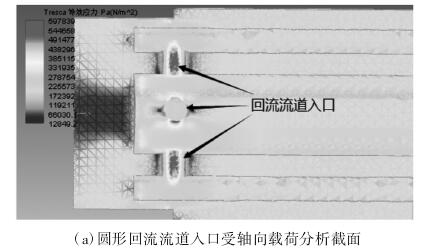
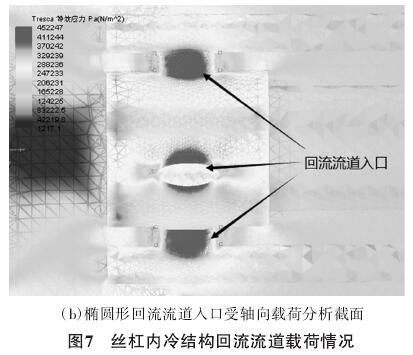
絲杠內(nèi)冷結(jié)構(gòu)回流流道入口處受軸向載荷情況如圖7所示。根據(jù)圖7(a)可知,內(nèi)冷結(jié)構(gòu)回流流道入口處所受的應(yīng)力最大約為0.59 MPa,而根據(jù)預(yù)拉伸力表達式:

絲杠抗拉強度驗算公式為:

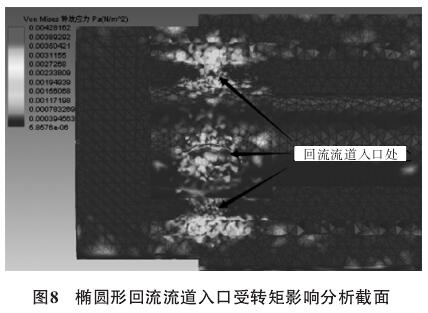
依據(jù)式(1)、式(2),絲杠內(nèi)冷結(jié)構(gòu)的許用拉應(yīng)力約為4.97 MPa,小于抗拉強度為470~640 MPa的硬質(zhì)合金鋼的許用拉應(yīng)力,所以設(shè)計的絲杠內(nèi)冷結(jié)構(gòu)的抗拉強度是滿足自身工作要求的。而根據(jù)圖7(b)所示,在相同的工況下,將內(nèi)冷結(jié)構(gòu)回流流道入口由原先的圓形改為橢圓形,那么回流流道入口所承受的應(yīng)力最大約為0.45 MPa,結(jié)構(gòu)穩(wěn)定性要優(yōu)于圓形回流流道入口結(jié)構(gòu),比圓形結(jié)構(gòu)更加耐用,所能承受的軸向載荷也更大。在機床驅(qū)動電動機功率為12 k W、轉(zhuǎn)速為300 r/min的強切削工況下,回流流道入口處受到的扭轉(zhuǎn)情況如圖8所示。絲杠內(nèi)冷結(jié)構(gòu)回流流道入口處所受到的轉(zhuǎn)矩影響很微弱,對其本身結(jié)構(gòu)并不構(gòu)成影響,可以保持正常工作。
2.2.2 剛度驗算
絲杠的系統(tǒng)剛度是隨著與其配合的螺母位置變化而變化的。當(dāng)螺母位于絲杠兩端時,絲杠系統(tǒng)剛度最大,而螺母在絲杠中間時,絲杠剛度則最小。根據(jù)滾珠絲杠拉壓剛度驗算表達式:

其中:Ra為絲杠螺母副的拉壓剛度,N/μm;L′為螺母中點到兩端軸承支點的距離,mm;L為絲杠兩軸承之間的距離,mm;d2為絲杠螺紋底徑,mm。兩軸承支撐點之間的距離L=1320 mm,絲杠螺紋底徑d2=115 mm。根 據(jù)式(3),當(dāng) 螺 母 處 于 絲杠 中 間 位 置時,絲杠的拉壓剛度最小,數(shù)值為6612.5 N/μm,當(dāng)螺母處于絲杠兩端極限位置時,絲杠拉壓剛度最大,數(shù)值為15 519.4 N/μm。而兩端支承軸承采用的是角接觸球軸承,安裝方式為一端固定,另一端游動。剛度根據(jù)軸承組合剛度表達式確定:

根據(jù)式(4)得出預(yù)緊后絲杠兩端軸承組合剛度為670N/μm。而預(yù)緊之后的滾珠與滾道的接觸剛度根據(jù)滾珠絲杠副滾珠與滾道接觸剛度驗算表達式確定:

式中:R"為軸向接觸剛度,N/μm;根據(jù)山東濟寧博特精密絲杠制造有限公司G型反向器滾珠絲杠副樣本,型號為2520-4,軸向接觸剛度為1800 N/μm。Fp為滾珠絲杠副預(yù)緊時的軸向載荷,N;根據(jù)滾珠絲杠副預(yù)緊力公式:
3 、絲杠錯流內(nèi)冷結(jié)構(gòu)降溫效果分析
錯流式內(nèi)冷結(jié)構(gòu)具備以下幾個優(yōu)點:1)降溫效果顯著。在絲杠內(nèi),因為各冷卻流道更靠近絲杠產(chǎn)熱區(qū)域,所以能更加有效地進行降溫。2)冷卻液利用充分。冷卻液從絲杠入口進入開始直到流出結(jié)束,一直保持與絲杠接觸,增加了與絲杠的接觸時間。3)均勻降溫。冷卻液在絲杠內(nèi)沿4個回流流道流回,使得絲杠溫度分布更加均勻。4)結(jié)構(gòu)簡單。無需冷卻液導(dǎo)管輔助送水,冷卻液進入和流出都在絲杠自身內(nèi)完成,且各自都有專門的流道,一體化設(shè)計,分工明確。
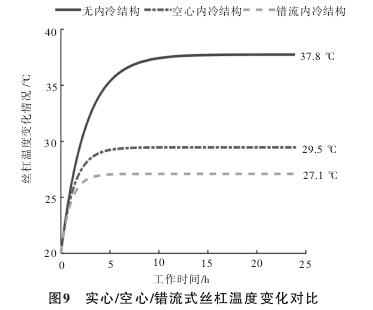
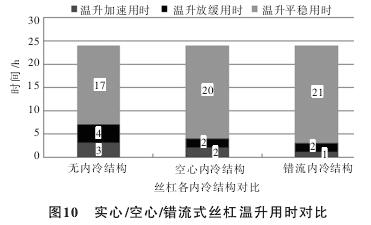
從圖9中可以看出,無內(nèi)冷結(jié)構(gòu)絲杠平均溫度由20 ℃上升至37.8 ℃,而空心內(nèi)冷結(jié)構(gòu)絲杠平均溫度由20 ℃上升至29.5 ℃,錯流內(nèi)冷結(jié)構(gòu)絲杠平均溫度由20 ℃上升至27.1 ℃。與無冷卻結(jié)構(gòu)絲杠相比,錯流內(nèi)冷結(jié)構(gòu)絲杠平均溫度降低了10.7 ℃,溫度降低明顯。與空心內(nèi)冷結(jié)構(gòu)絲杠相比,平均溫度降低了2.4 ℃。空心式內(nèi)冷結(jié)構(gòu)絲杠要比無內(nèi)冷結(jié)構(gòu)絲杠降溫效果明顯,溫度降低約為8.3 ℃。如圖10所示,無內(nèi)冷結(jié)構(gòu)絲杠達到溫度平穩(wěn)用時較其余兩種內(nèi)冷結(jié)構(gòu)用時更長,用時為7 h,分別比空心、錯流內(nèi)冷結(jié)構(gòu)多用時3 h和4 h。錯流內(nèi)冷結(jié)構(gòu)溫升加速用時較其他兩種內(nèi)冷結(jié)構(gòu)用時最短,用時為1 h,分別比無內(nèi)冷、錯流內(nèi)冷結(jié)構(gòu)快2 h和1 h。同時,溫升放緩用時也相對較少,與空心內(nèi)冷結(jié)構(gòu)持平,比無內(nèi)冷結(jié)構(gòu)快2 h。由此可見,錯流式內(nèi)冷結(jié)構(gòu)較無內(nèi)冷、空心內(nèi)冷結(jié)構(gòu)相比會最先達到溫度平衡狀態(tài)。
4 、結(jié)語
本文首先對我國目前數(shù)控機床自主生產(chǎn)能力以及國產(chǎn)率進行了調(diào)查分析,得出中低端機床我國尚且可以自行生產(chǎn),但高端機床仍然依賴于進口的結(jié)論。分析了限制我國數(shù)控機床發(fā)展步伐的主要因素就是加工精度不足和穩(wěn)定性較差。其次,通過在絲杠內(nèi)部通入冷卻液進行強制降溫的方法,以減少受熱膨脹對幾何精度的影響,從而達到提高工件加工精度的目的。針對絲杠傳統(tǒng)內(nèi)冷結(jié)構(gòu)的降溫特點與不足,提出了絲杠錯流式內(nèi)冷結(jié)構(gòu)的設(shè)計方案,通過對絲杠錯流內(nèi)冷結(jié)構(gòu)的拉桿穩(wěn)定性驗算和整體系統(tǒng)剛度驗算,驗證了所設(shè)計的內(nèi)冷結(jié)構(gòu)是符合工作要求的。最后,通過對絲杠錯流內(nèi)冷結(jié)構(gòu)與空心式內(nèi)冷結(jié)構(gòu)及無內(nèi)冷結(jié)構(gòu)的降溫效果進行對比分析,得出絲杠錯流式內(nèi)冷結(jié)構(gòu)的降溫效果要優(yōu)于空心式和實心式內(nèi)冷結(jié)構(gòu)的結(jié)論。
投稿箱:
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯(lián)系本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業(yè)界視點
| 更多
查")
行業(yè)數(shù)據(jù)
| 更多
- 2025年4月 新能源汽車銷量情況
- 2025年4月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2025年4月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2025年4月 軸承出口情況
- 2025年4月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年4月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產(chǎn)量數(shù)據(jù)
- 2024年12月 基本型乘用車(轎車)產(chǎn)量數(shù)據(jù)
- 2024年12月 軸承出口情況
- 2024年12月 分地區(qū)金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年12月 金屬切削機床產(chǎn)量數(shù)據(jù)
- 2024年11月 金屬切削機床產(chǎn)量數(shù)據(jù)