


機床制造商法孚辛辛那提公司(Fives Cincinnati)發現,肯納金屬公司生產的KM4XTM刀柄及主軸系統與業內領先的 超級龍門機床(super-profilers)配合使用時,在實現更高金屬切除率方面起到了關鍵性的作用。
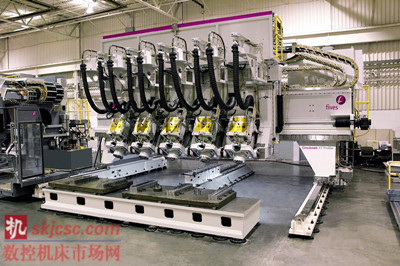
用于鈦材料銑削的五軸 Fives Cincinnati XT 機床。
對飛機制造商而言,卓越的生產效率意味著什么?簡言之:億萬美元的效益。以行業巨頭為例,在 2015 年 1季度,美國波音公司在獲取新訂單和產品交付方面都超過歐洲競爭對手空中客車公司。盡管1 季度通常是新訂單增長緩慢的時期,但波音公司的訂單交付卻創造了極大的經濟收益,波音公司在這段時期交付的飛機架數創造了歷史最高記錄。對于各種類型及規模的飛機制造商而言,其零部件供應鏈及供應商在生產 難加工材質的零部件時,生產過程的延誤會導致訂單的取消,而訂單的取消會導致更換為擁有更佳性能設備的機床制造商。
法孚辛辛那提公司是一家熟諳此規則的高科技機床制造商;這家公司的 Hebron,KY 工廠生產高性能的辛辛那提加工中心,復合纖維鋪放系統,以及多軸辛辛那提龍門機床。這家公司在全球范圍內擁有超過 650 部龍門機床;天空中飛翔的每一架商業飛機都經過辛辛那提龍門機床的加工,這家公司這樣描述。
辛辛那提 XTi Profile 龍門機床有三軸和五軸配置,是新一代的超級龍門機床,在許多方面都給人帶來深刻的印象。該機床設計目的用于多種材料的加工,7000 rpm主軸可對鋁材料和鋼材料進行加工,大扭矩(2523牛米)主軸可對鈦和其它硬質合金材料進行加工。在這家公司的產品宣傳資料中,XT機床被稱為»唯一的多軸鈦材料粗加工機床»,并創造了鈦材料加工金屬切除率(MRR)每分鐘超過 100立方英寸的最高記錄。這些大型機床的 X 軸行程為 4267 毫米(拓展增量為 3658毫米),Y 軸行程為 3683 毫米,Z 軸行程為 711 毫米;在選用肯納金屬公司生產的KM4X100 刀柄及主軸系統后又刷新了最佳性能記錄。
堅固的聯接性能
無論是在大型龍門機床上進行銑削加工,或是在小型加工中心上進行銑削加工,加工鈦之類的高韌性材料一直都是艱巨的挑戰。在加工硬質合金材料的同時又要面對提高加工效率的壓力,這意味著在低速切削及大切削力的現實面前要確保金屬切除率達到最大化。為了解決這個問題,包括法孚在內的機床制造商將特種銑床和仿形加工中心的剛性提高,改善主軸的減震性能和機床構架的尺寸;這些措施是為了減少有害的的機床振動現象,以避免損害工件的加工質量,提高生產能力,并延長刀具的使用壽命。
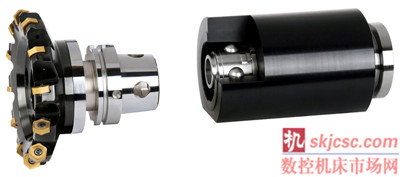
盡管這些改進措施極大地提高了生產率,但刀柄及主軸系統長久以來仍然是最薄弱的環節。刀柄及主軸系統是機床與切削刀具之間的聯接面,確定了在特定應用中的材料去除量。原因在于該刀柄及主軸系統必須能夠承受大負荷,同時還要保持其剛性性能,避免刀具出現嚴重變形,或是出現刀振。盡管主軸可以傳遞大功率扭矩,但在扭矩達到最大極限之前,切削力產生的彎矩可能已經超過聯接裝置能夠承受的極限。在立銑加工應用中,因為懸伸量通常很大,這種現象非常明顯 - 所以刀柄及主軸系統的抗彎曲性能是限制性因素。舉例而言,一個可轉位螺旋刀具從主軸面的懸伸量為 250 毫米(9.84 英寸),直徑為 80毫米(3.15 英寸),該刀具在對 Ti6Al4V 材料進行 RDOC 為 12.7 毫米,ADOC 為 63.5毫米,去除率為 360 厘米3/分鐘的加工時,能夠產生 4620 牛米(3407.5英寸磅)的彎矩,以及不到 900 牛米(663.8 英寸磅)的扭矩。

肯納金屬公司生產的新一代 KM4X刀柄及主軸系統通過采用大夾持力和更優化的配合級別,能夠提供更有效的聯接性能,更出色的剛性以及抗彎曲性能。對于鈦材料加工廠而言,這意味著在高強度合金材料以及其它材料的加工中,可以顯著提高加工性能,確保更高的金屬去除率,以及每天可完成更多工件的加工。
改善機床設計方案
法孚辛辛那提公司的應用工程師 Robert Snodgrass 與肯納金屬公司的資深客戶經理 MikeMalott 在大約 4 年前就開始合作,并對 KM4X的性能進行了評估測試。»這個產品的設計非常優秀-這讓我們對自己的機床設計有了新的思考,一個具備更好剛性的主軸可以滿足客戶更為高效的加工需求,并能提高客戶的生產能力。»

應當記得,典型的飛機結構零部件在初始加工階段需要進行鍛造加工,需要進行大去除量的切削加工,直至實現成品工件的尺寸要求,»肯納金屬公司的副總裁 Mark Huston這樣說到。 材料去除率 - 購買原材料的重量與加工至成品過程中的切削量之比可達到4:1,8:1,在有些零件加工中甚至可達到 8:1。
第一代的辛辛那提龍門機床在鈦材料加工中因為受到機床結構,以及刀柄及主軸系統的限制,可以實現每分鐘 4 立方英寸的金屬去除率。在使用XT系列的辛辛那提龍門機床,同時配合使用端面接觸的 HSK 125刀柄及主軸系統情況下,金屬去除率可以提高至每分鐘 50 立方英寸。在使用 KM4X 100情況下,金屬去除率實現翻倍,達到每分鐘 100 立方英寸。
即使在每分鐘 100 立方英寸的情況下,我們使用 KM4X 對 XT龍門機床進行的基準測試表明,其性能遠未達到機床的抗彎矩理論限度值,»Snodgrass又說到。他指出,在上一代的測試中使用的大型 CAT60 錐型刀柄,在與 50錐型刀柄相比時,就如駕駛坦克與駕駛 SUV 之間的對比一樣。KM4X 與 60錐型刀柄相比,金屬去除率實現了翻倍。與 CAT50, HSK100, 或 KM4X100 相比,CAT60的重量幾乎是它們的兩倍。
這對主軸和機床設計方案的影響非常大, 法孚辛辛那提公司的產品經理 Ken Wichman這樣說到。
許多龍門機床都采用手動換刀方式,即使這些機床有自動換刀/刀具存儲裝置。KM4X提高了抗彎矩性能,與 CAT 或 HSK 刀柄產品相比,在相同抗彎矩性能情況下,具有重量輕的特點。在人體工程學方面,這種產品特點對操作人員而言是個巨大的福音。對選擇自動換刀/刀具存儲裝置的用戶而言,KM4X體積更小,在特定設備占地面積情況下可對更多的刀具進行管理。
我們幫助客戶提高生產效率,對此我們感到自豪,»法孚辛辛那提公司的副總裁 Mark Logn這樣說到。 象 KM4X 之類的高效刀柄及主軸系統不僅對新型機床的設計產生影響,對現有機床的高效應用也產生了巨大的促進作用。這為現有機床的重大升級提供了機遇,同時對未來新型龍門機床的設計也產生了積極的影響。
鈦材料加工行業需要設定新的低成本零件生產標準,XT龍門機床為此提供的不僅僅是機遇, 法孚辛辛那提公司的執行副總裁 Chip Storie說到。
機床采用大型橫導軌、堅固型主軸、專用基座,以及高壓冷卻系統設計方案,我們期盼機床的金屬去除率能超過每分鐘 100 立方英寸。這將改變鈦材料加工行業的現狀。
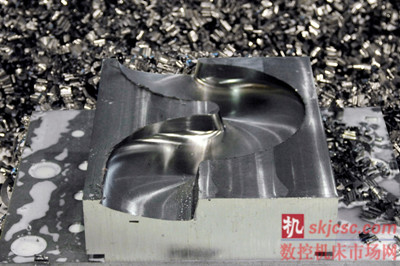
邊欄:雪橇切削測試工藝的分析肯納金屬公司的資深客戶經理 Mike Malott多年來深入客戶現場,在法孚辛辛那提公司的生產現場已被當作»家人»看待。他還注意到,法孚公司對切削刀具性能進行的»雪橇切削法»測試工藝已經在業內得到認可。
在一個新型產品的研發過程中,我們需要制定一個非常嚴格的性能測試工藝 -對于刀具產品而言是非常苛刻的,»應用工程師 Robert Snodgrass 說道。測試要求使用刀具對一個鈦材料工件進行大切深并帶有持續弧度的切削,切削軌跡與雪橇滑道相似。
我們希望在同一切削過程中,將切削深度和切削扭矩達到最大化;在整個過程中允許機床按照最大功率工作,主軸/切削刀具在盡可能的情況下承受最大的切削力。
有經驗的操作員在加工鈦材料時,最不愿意聽到工件發出的嘯音,因為在工件發出嘯音后,就會發生機床或刀具失效的故障。但法孚公司在on YouTube 上發布的視頻表明(https://www.youtube.com/watch?v=0pcocy4IsE),在一個大切深,大寬度的測試切削中,盡管切屑堆積地象小山一樣,并且還是五個獨立的主軸,但機床仍然可以高效率地操作,并發出令人愉悅的聲音。這表明設備具備的高性能,并且在未來還會有更多的改進。
法孚辛辛那提公司簡介
法孚公司根基雄厚,旗下擁有許多著名品牌,如Cincinnati, Giddings & Lewis, Forest-Liné,Liné Machines,以及 Rouchaud;法孚是一家著名的制造業解決方案供應商,其產品性能深受客戶的喜愛。其主要服務行業包括航空航天行業、汽車和卡車行業、重型設備行業、石油及天然氣行業、軌道行業、風能及通用機械加工行業。法孚公司的制造產業及相關支持產業在全球范圍內呈戰略性分布,其金屬切削及綜合業務部門生產類型齊全的系列設備及高科技產品,包括自動化設備、激光焊接及切割設備、車削、銑削、綜合加工、軟件產品,以及相關支持和服務(保養維護、零部件、設備改造、維修及升級)。
了解更多信息,請登錄 www.fivesgroup.com 網站。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯系本網編輯部, 郵箱:skjcsc@vip.sina.com

